博客
-
PVA脱模水不成膜咋回事?
有客户问,pva脱模水没有成膜,这是正常吗? 其实,没有成膜的原因是,pva喷涂的厚度不够造成的。一再推荐2遍喷涂到成膜厚度目的,也是为了确保安全脱模而已。 通常,0.05mm即可达到成膜的要求,这不会过多影响到产品的尺寸精度。即使PVA没有成膜,简单的清水冲洗,就可以清理掉所有的残留。
-
树脂没浸透玻纤表面毡,这会有影响吗?
对于玻璃钢行业来说,表面毡是再熟悉不过的玻纤织物,常见规格有30g和50g居多。更厚的也有,但是偏硬,不利于拐角铺层处理,所以只能用于特定需求。 表面毡可以用于增强物的第一层,或在胶衣背面起到“纹路隔离层”,这能得到相对光滑、平整的表面质量。同样,也能用在玻璃钢制品的最后一层,达到光滑的产品背面。 无论用于玻璃钢部件加工,还是模具制造,你需要完全浸润表面毡,…
-
碳纤维制品表面孔隙缺陷的修补方法
从事碳纤维制品加工,无论你是手糊成型,还是抽真空工艺,碳纤维部件表面存在孔隙是在所难免的。不可能每一个部件都是完美的,产生气泡的原因有很多的,也很难完全杜绝。 下面我们简单说下,对已经出现的缺陷的碳纤维部件是如何处理的。 看看下图,发白的位置都是树脂未完全浸润的点,都是空的,因为碳纤维自身交错编制的结构,就很容易出现这些缺陷点的。 具体的处理过程如下:水磨+…
-
碳纤维部件是否可以不上底漆,直接罩清漆吗?
一般碳纤维部件在加工成型后,为了更好的外观质量,都需要先240水磨并喷清漆处理,更高要求的可能还会对清漆,再次打磨抛光。 碳纤维制品是可以不喷涂底漆,直接上清漆的。但前提是,碳纤维部件表面非常平整没有孔隙。 但从工艺效果上来说,即使制件非常光滑,还是建议喷涂底涂的,因为底涂能得到更好的粘结效果,任何的节省,都会以牺牲最终的品质为前提的。
-
为什么碳纤维制品打磨处理建议水磨,而不是干磨?
对于碳纤维制品表面的打磨处理方式,建议客户采用240目砂纸水磨处理为佳,无需再细化打磨,这同时给后续涂层提供良好的粘结力。 为什么要采用砂纸水磨,而不是干磨呢?简单地说,这有两个好处: 还可以找出更多的理由,但感觉有一个就够了,没必要叨叨没完了。
-
脱模剂试验品:不要轻易更换
很多时候,基于解决问题或寻求更高利润目的,我们尝试更换新脱模剂,其实这是都不建议的。代替品有很多,但你不可能一一论证,尝试意味着风险,别人用的很好,不见一样适合你的。 看看这脱模状态,你是否也很头疼… 好在还能脱下来,但是损伤是不可逆的。 只能沦为试验品了。 如果更替势在必行,建议在替换任何脱模剂之前,进行局部测试是有必要。
-
你们家的胶衣起不起皱(胶衣皱起来的原因分析)
客户问:你们家的胶衣起不起皱? 我说:我们销售的胶衣,也会是起皱的? 客户问:问什么? 我说:无论哪家的胶衣都不会避免这个问题,这和质量关系不大,更多是工艺操作造成了该问题的发生。 简单的说,更多的时候是你的操作,导致了胶衣起皱。 可能说到这里,有的老玻璃钢工人,还是不理解:为何上次用的XX品牌的胶衣就没这样。说实话,影响胶衣效果的因素很多,很多环境因素是无…
-
小型部件的环氧树脂模具制作图例
本文图例来自网络,分享的目的在于学习。对于小型部件的批量复制,已成型的产品,采用玻纤腻子搭配表层胶衣来糊制树脂模具是经济和快捷的。常见带玻璃纤维的树脂腻子,有环氧树脂和普通树脂基的。由于玻纤腻子自身已经包含了树脂基体和增强物(短切毡),所以糊制模具时不需要再增加别的增强物或树脂,只需要搭配下表层胶衣,就可以实现快速地制作一个简单的、耐用型树脂模具。由于考虑到…
-
玻璃钢免打磨镜面效果有吗?
有人问:如何制作免打磨、镜面效果的玻璃钢产品? 理论上直接实现免打磨的镜面产品,是非常困难的,几乎不可能存在。你理解的免打磨效果,只是说满足客户的可接受范围罢了。 道理很简单,产品表面的光洁度,永远会比模具表面效果差,即使玻璃钢模具处理到镜面状态,也不见得能得到镜面效果的产品,因为模具与产品之间必定还存在一层隔离物质–脱模剂,无论膏状、溶剂等形态…
-
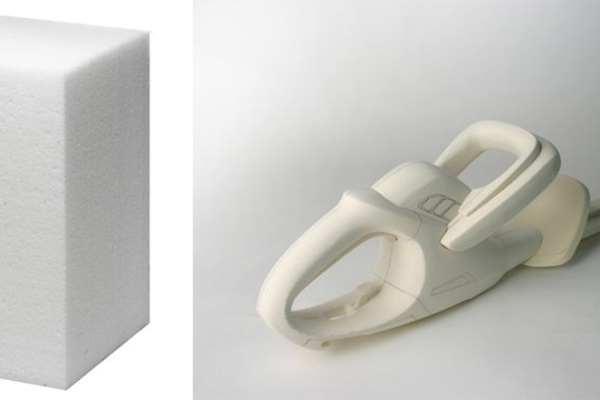
聚氨酯模型板如何做脱模?
对于该PU模型板,根据最终的表面效果,有2种方法得到较好的脱模层。 第一种,打磨该样板,最好使用干磨,因为水磨导致模型吸收一定的水分。对于尺寸精度要求高的模型,可以运用多层的半永久性脱模剂,这种方法不会增加模型厚度,而会提供非常光亮的表面。为了达到最优的效果,预先至少需要打磨至1200目。 另一种,可以使用标准喷枪设备在模型板上喷涂环氧母模胶衣,以得到高亮的…