本文解答胶衣是否天生起皱的疑问,明确胶衣起皱多为工艺问题而非质量问题,详解厚度、铺层时机、温度、触变性等核心诱因,帮从业者正确判断与解决胶衣起皱。
很多客户都会问:你们家的胶衣起不起皱?答案是:任何品牌胶衣都可能起皱,这和胶衣质量关系不大,绝大多数是施工工艺、环境条件、操作时机不规范导致的。
不同批次、不同环境、不同操作,都会让结果不一样,不能简单用 “起皱” 判断胶衣好坏。
一、胶衣起皱的两大核心原因
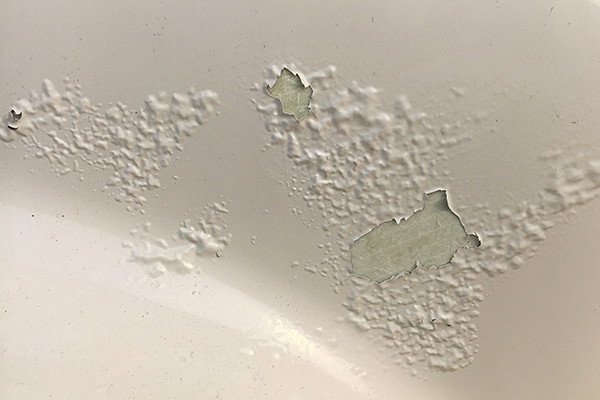
- 胶衣喷涂 / 涂刷太薄胶衣层太薄,无法形成致密防护层。即便完全固化,后续积层树脂的放热与苯乙烯溶解,依然会 “咬穿” 胶衣层,造成起皱。
- 上后积层过早胶衣未达到表干 / 固化状态就铺层,苯乙烯直接溶胀未固化胶衣,是最常见的起皱原因。
二、其他易被忽略的起皱情况
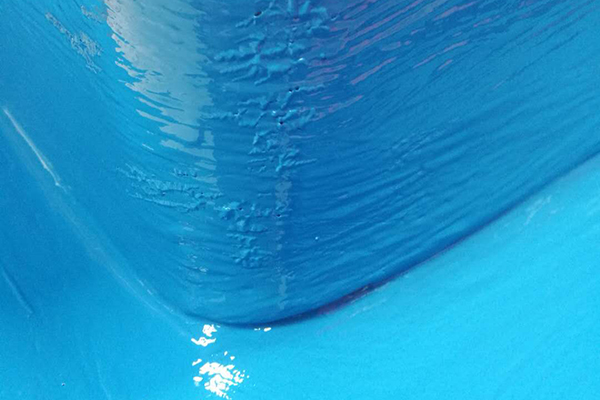
- 竖立面单独起皱仅立面皱、平面正常,多为胶衣触变性差,属于材料本身抗流挂能力不足。
- 胶衣不薄也固化仍起皱低温环境下积层树脂凝胶太慢,长时间浸泡胶衣,导致胶衣被溶胀起皱。
- 环境温湿度不稳定温度过低、湿度过大,都会减慢固化,提高起皱概率。
三、专业知识
- 胶衣标准厚度:0.4–0.6mm,薄涂多遍比一次厚涂更稳定。
- 触变性:决定胶衣在立面是否流挂,触变差易薄厚不均而起皱。
- 苯乙烯溶胀:胶衣未固化→耐溶剂差→被树脂溶解→起皱。
- 固化判断:指触干不粘手,才可进行下一道铺层。
四、常见相关问题
1.起皱的胶衣一定是质量差吗
不是,90% 以上是操作与工艺问题,不是材料本身问题。
2.为什么有的品牌胶衣不容易起皱
配方触变性、固化体系更稳定,但操作不当依然会皱。
3.胶衣多厚才不容易起皱
总厚度保持0.4–0.6mm,均匀无漏涂最稳妥。
4.冬天施工为什么更容易起皱
低温让树脂固化变慢,胶衣被长时间浸泡,溶胀起皱风险大增。
5.竖立面起皱怎么解决
选用高触变胶衣、分多次薄涂、控制固化环境、延长铺层等待时间。