博客
-
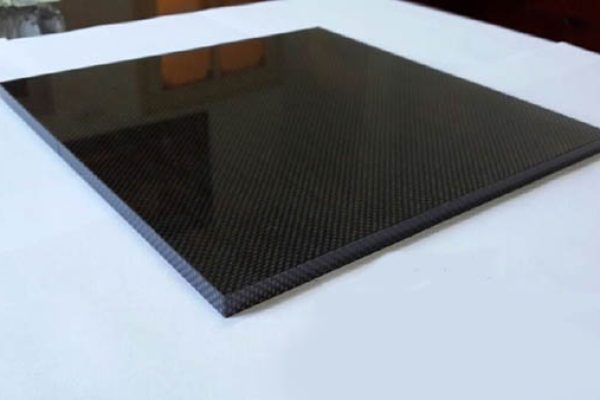
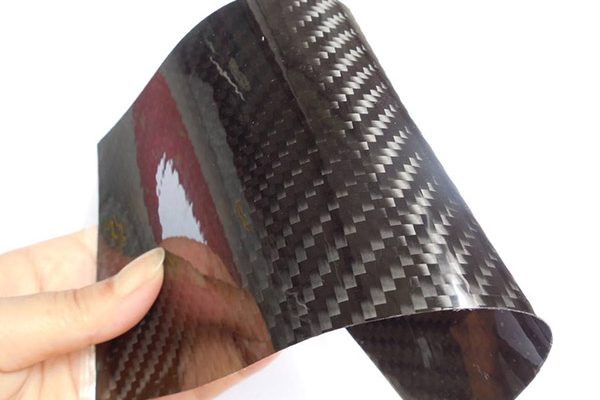
手糊碳纤维板与预浸料成型板有多大区别?
手糊湿法成型的碳纤维板,其中一面是光滑光亮的,背面是粗糙的,它比玻璃钢板强度高(因为它是碳纤维增强),但是它没有预浸料强度高。预浸料成型的碳纤维板,两面都是光滑光亮的,强度非常高(因为完美的树脂含胶量,并且在压力下固化成型),并且符合工程误差。但预浸料成型需要更多的设备,才能得以实施,至少你需要一个能加温120℃的烤箱。
-
典型的玻璃钢模具铺层结构示例
上图是一个典型的玻璃钢模具铺层结构,从结合的界面上,我们可以看出,该树脂模具主要由三个铺层结构组成:胶衣层+(乙烯基树脂)过渡层+(零收缩树脂)结构层。 玻璃钢模具通常采用复合材料的层叠结构,以提供足够的强度和刚度,并确保模具的耐用性和使用寿命。以下是一种常见的玻璃钢模具铺层结构: 表层(面层):表层是玻璃钢模具的最外层,负责提供模具的表面质量和外观。它通常…
-
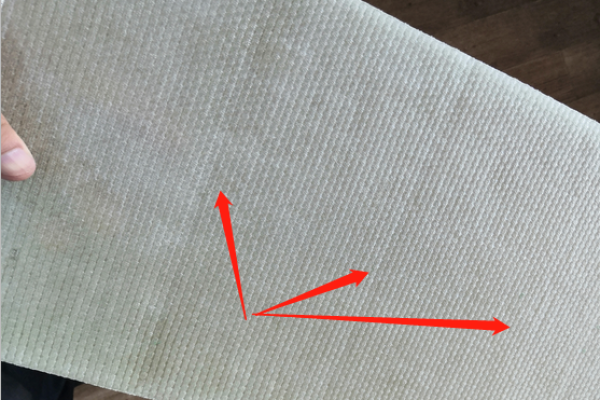
制作3D立体织物板需要注意的问题(不要折叠立体毡)
这是给客户做3D立体毡的环氧板,由于采用了非整卷的样品布,使用前存在折痕,所以制作后的样板上,痕迹也反衬出来了。 如果是多加一层玻璃纤维布,可能会遮盖这个问题,因为是测试阶段,所以不是很介意。 基于这个原因,所以立体织物卷管方式包装是有必要的,尽量不要折叠,因为大多客户需要测试的点比较多,一旦出现凹凸不平,势必产品的外观和性能都受一定的影响。
-
玻璃钢模具表面必须打磨并抛光吗?
这不是绝对的。 但是模具胶衣经过水磨后,平滑度是相对要高很多的,即使你不追高光洁的产品表面,这是是值得推荐的。 很多时候,尤其对于后喷漆件的模具,也推荐精心处理的原因是,修整模具的时间,远比修补每一个制品件要划得来。
-
易打磨胶衣固化后是光亮的吗?
有人问,易打磨胶衣喷完干燥后是光亮的吗?可以肯地回答,这是不现实的。 它和常规胶衣的状态大致是一样的,如果是喷涂在模具内,接触模具的一面,光洁度会和模具面效果相当,而暴露在空气中一面则会有一些轻微的纹理。假如喷涂在原模型上,已成需要适度打磨并抛光,才能得到光洁的效果。
-
脱模剂如何发快递?液体的能收吗?
在玻璃钢行业,1加仑包装的溶剂型脱模剂,是最常见的包装规格,属于危险品范畴缘故,一般都是通过物流来运输的。 但是鉴于玻璃钢中小客户的实际情况,订单不稳定,担心脱模剂过期、资金周转等问题,往往一次采购几桶也是比较常态的。 脱模剂如何运输呢? 物流费不高,但送货费贵啊!单去提脱模剂时间也是成本啊!所以发快递成为经济和便捷的选择。但是很多快递是不收液体的,主要担心…
-
原模表面需要精心,而不是过度处理!
这是一个客户制作的原模型,你没看错,是阳模,而不是玻璃钢模具。 首先泡沫原模表面涂刷的环氧树脂,之后是涂刷乙烯基模具胶衣,精心打磨到3000目,再高度抛光处理。 这个效果怎么样? 看光泽就知道,由此制作的模具表面效果一定不会差! 但是从经济角度上来说,这个方法不是利益最大化的。耗费的时间和资源太多,除非你是完美主义者。 即使原模表面再完美,成型后的玻璃钢模具…
-
原子灰粘黏在新翻制的玻璃钢模具上,这正常吗?
对模具制造来说,原子灰是较为常见的修型材料。用在原模上,处理一些较大的缺陷,或者较小模具来说是相对经济和便捷的。 通常,等待原子灰完全干燥之后,进行简单的打磨处理,就可以打脱模蜡了。 如上图,模具脱模后,部分原子灰粘黏在玻璃钢模具表面,这种现象正常吗?是脱模剂的问题吗? 既然出现了粘结,已成脱模蜡的力度还不够完美,也不能排除原子灰自身和阳模附着力差的因素。 …
-
蜡液成了果冻胶态状,还能用吗?
蜡液已经由液状成了果冻胶态状,这是不能再用的。 显而易见的道理,无论是什么原因造成了该状态,现在已经无法混合树脂进行分散了,所以没有继续使用的价值了。 值得注意的是,储存温度对保质期是有极大影响的,避免高温,有助于延长蜡液使用的期限。