













小型部件批量复制时,采用环氧胶衣 + 环氧玻纤腻子制作环氧树脂模具是经济快捷的方案,该工艺无需额外添加增强物或树脂,仅通过胶衣做表层、玻纤腻子做结构层,即可制作出耐用性强的模具,适配手糊、真空、高温热压等多种成型工艺,且操作难度低,适合新手实操,是小型部件模具制作的主流选择。
一、环氧树脂模具的核心优势(适配小型部件制作)
相比传统玻璃钢模具,环氧体系模具更适配小型部件的批量生产需求,核心优势体现在四方面,也是选择该工艺的核心原因:
- 耐用性强,使用寿命长:环氧树脂粘结力强、固化后硬度高,模具抗磨损、抗腐蚀性能优异,可满足小型部件数十次甚至上百次的批量脱模需求,远优于普通树脂模具;
- 工艺简单,无需额外增强:环氧玻纤腻子已预混树脂基体和短切毡增强物,制作时仅需搭配环氧胶衣,无需再铺覆玻纤布 / 毡,大幅简化操作流程,降低动手难度;
- 适配多成型工艺:固化后的环氧模具耐高温、抗形变,可满足手糊、真空导入、低温热压等多种成型工艺,适配不同材质小型部件的生产(如碳纤维、玻璃钢小型件);
- 精度可控,贴合度高:环氧胶衣和腻子固化收缩率低,能精准复刻原产品的细节和尺寸,模具与原产品贴合度高,制作的小型部件尺寸偏差小,满足批量生产的精度要求。
二、小型部件环氧树脂模具制作标准化实操流程
本工艺以成品产品外壳为原模,采用 “脱模处理→框架制作→胶衣涂刷→腻子成型→脱模修整” 的核心流程,全程无需复杂设备,具体操作要点如下:
1. 原模预处理:脱模剂规范施工,杜绝粘模
- 处理对象:成品产品外壳(原模),确保表面平整、无油污、无划痕,若有瑕疵需提前用原子灰修补并打磨平整;
- 脱模剂施工:选用溶剂型脱模剂,采用 “薄涂多次” 原则涂刷3 遍以上,每遍涂刷后静置 5-10 分钟至完全成膜,确保原模表面无漏涂、无积料;
- 核心要求:脱模剂是模具脱模成功的关键,多遍涂刷能形成致密隔离层,避免后续环氧胶衣 / 腻子与原模粘结。
2. 框架制作:预留翻边,密封过渡,保证支撑
为模具制作预留操作空间,同时防止胶衣、腻子流挂,框架需做到 “尺寸适配、密封良好、支撑牢固”:
- 放置原模:将涂好脱模剂的产品外壳平稳平放至平整底板上,确保无晃动;
- 制作围板:用塑料蜂窝板做围板,围绕原模四周搭建框架,预留 50mm 翻边空隙,方便后续模具脱模和部件加工;
- 弧度过渡:原模棱角、R 角处用橡皮泥做圆弧过渡处理,避免模具成型后出现尖锐边角,防止脱模时划伤模具或手部;
- 密封固定:用热熔胶将围板与底板、原模接缝处密封,防止后续涂刷胶衣、腻子时渗漏;同时加固围板,保证框架支撑强度,避免触碰倾倒;
- 核心要求:框架内侧需平整,密封无死角,翻边空隙尺寸统一。
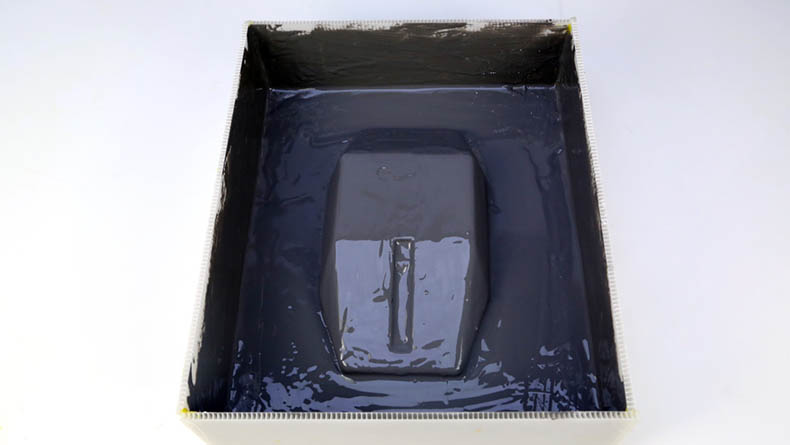
3. 环氧胶衣涂刷:薄涂多次,把控厚度与固化
环氧胶衣作为模具表层(成型面),决定模具表面光洁度和脱模效果,需严格把控涂刷工艺:
- 胶衣调配:按厂家推荐比例精准添加环氧固化剂,用搅拌棒朝同一方向匀速搅拌均匀,搅拌时间 3-5 分钟,避免搅拌不均导致固化不完全;
- 环境要求:施工环境温度不低于 20℃,低温会导致胶衣粘度升高,难以涂刷且固化速度大幅减慢;
- 涂刷操作:用软质毛刷涂刷,每层厚度控制在 0.5mm,至少涂刷 2 层,总厚度不超过 2.5mm;待第一层胶衣达到半固化状态(指触不粘,有轻微弹性) 后,再涂刷第二层,确保层间结合紧密,无分层;
- 围板涂刷:围板内壁需全部均匀涂刷环氧胶衣,该部位会成为模具的外表皮,需与原模表面涂刷标准一致;
- 固化养护:环氧胶衣常温固化时间不少于 12 小时,若需加快固化,可采用小烤箱、小太阳等设备低温加温(温度控制在 40-60℃),避免高温导致胶衣开裂。
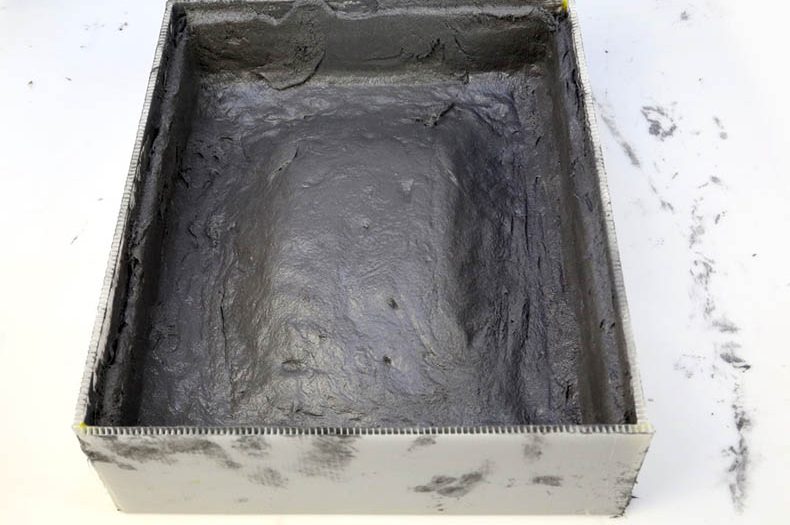
4. 环氧玻纤腻子配制与涂刷:精准称重,分层成型,把控密实度
环氧玻纤腻子是模具的结构层,决定模具的强度、刚度和抗变形能力,核心要求是 “配比精准、涂刷密实、无气泡”:
- 用量计算:根据模具尺寸和设计厚度(建议整体厚度≥15mm,拐角、受力支撑处可适当加厚至 20mm),精准称重环氧腻子主剂和固化剂,避免浪费或用量不足;
- 腻子调配:按厂家比例准确添加固化剂,因腻子含玻纤短切毡,粘度较高,需充分搅拌至均匀无颗粒、无干粉,搅拌时可少量多次操作,确保混合充分;
- 分层涂刷:采用 “逐层涂刷、逐层压实” 的方式,每层涂刷厚度 3-5mm,用刮板将腻子均匀刮涂在胶衣层表面,重点压实拐角、边缘等受力部位;
- 缺陷规避:涂刷过程中及时排出气泡,用刮板轻轻刮压腻子表面,避免出现气泡、空鼓、贴合不到位等问题,环氧腻子固化后质地坚硬,后续修正成本极高;
- 固化养护:环氧腻子常温固化时间不少于 24 小时,确保完全交联成型,固化期间避免触碰、震动模具,防止模具变形。
5. 脱模与后期修整:轻柔脱模,按需抛光
待环氧胶衣和腻子完全固化后,进行脱模和简单修整,即可获得基础环氧树脂模具:
- 拆除框架:先拆除围板的热熔胶固定处,再缓慢取下塑料蜂窝板围板,操作时避免暴力撬动,防止损坏模具;
- 模具脱模:双手握住模具翻边部位,缓慢、均匀发力将模具从原模上分离,若出现轻微粘模,用塑料脱模撬片轻轻撬动边缘,禁用金属工具;
- 基础修整:清除模具表面残留的橡皮泥、热熔胶等杂质,用 240 目水砂纸轻磨模具边缘的毛刺、不平整部位;
- 抛光处理:基础模具为哑光状态,若需提升模具表面光洁度(适配高光泽部件生产),可按 “400 目→600 目→800 目” 水砂纸逐步湿磨,再用模具专用抛光剂抛光至所需光泽。
三、制作过程的核心工艺要点与禁忌
1. 核心工艺要点
- 配比精准:环氧胶衣、腻子的固化剂添加比例必须严格按厂家要求执行,比例偏差会导致固化不完全、模具强度不足、脱模困难等问题,建议用刻度杯 / 电子秤精准计量;
- 温度把控:全程施工环境温度不低于 20℃,固化阶段低温加温不超过 60℃,温度是环氧体系固化的关键,低温会导致固化缓慢甚至失效;
- 薄涂多次:胶衣涂刷坚持 “薄涂多次”,避免单次厚涂导致针孔、流挂、固化不均;腻子分层涂刷,确保密实无气泡;
- 密封到位:框架接缝、原模与围板间隙必须密封良好,防止胶衣、腻子渗漏,影响模具成型和周边环境;
- 轻柔操作:脱模时禁止暴力撬动,避免模具出现裂纹、缺角,影响使用寿命。
2. 核心操作禁忌
- 禁止低温施工:环境温度低于 15℃时,不建议施工,未采取加温措施强行施工,会导致胶衣 / 腻子固化不完全,模具发软、无强度;
- 禁止搅拌不均:胶衣、腻子与固化剂搅拌不匀,会出现局部固化、局部未固化的情况,模具成型后易开裂、分层;
- 禁止单次厚涂:胶衣单次厚涂易产生气泡、流挂,腻子单次厚涂易出现内部空鼓,固化后易开裂;
- 禁止脱模过早:胶衣 / 腻子未完全固化就强行脱模,会导致模具变形、表面破损,无法使用;
- 禁止金属工具接触:脱模和修整时,禁用金属刮刀、撬片等工具,防止划伤模具成型面,影响后续部件生产。
四、环氧树脂模具的后期使用与维护要点
- 脱模剂规范使用:每次使用模具前,均需按 “薄涂多次” 原则涂刷脱模剂,避免部件与模具粘模,保护模具成型面;
- 避免暴力脱模:部件固化后,用塑料工具从边缘轻柔撬动脱模,禁止强行拉扯、敲击模具,防止模具变形、开裂;
- 及时清洁:模具使用后,用无尘布蘸取专用清洗剂擦拭表面,清除树脂、纤维残留,避免积垢影响后续使用,清洁后放置在阴凉干燥处;
- 轻微缺陷修补:若模具表面出现轻微划痕、针孔,用环氧胶衣点涂修补,固化后打磨平整;若出现小裂纹,用环氧腻子填补,压实后固化修整;
- 储存要求:模具长期存放时,需在表面覆盖防尘布,放置在平整、干燥、无阳光直射的环境,避免模具受压、受潮、老化。
五、常见问题解答
- 制作时环氧胶衣涂刷后出现流挂,是什么原因?核心原因有两点:一是胶衣单次涂刷厚度超过 0.5mm,厚涂导致胶衣在重力作用下流挂;二是环境温度过低,胶衣粘度下降缓慢,流动性过强。解决方法:按标准薄涂多次,确保施工环境温度≥20℃,低温时适当提高胶衣粘度(减少稀释剂添加)。
- 环氧腻子固化后出现空鼓、气泡,该如何处理?若空鼓、气泡面积较小,用刀片划开空鼓部位,排出内部空气,填入环氧腻子并压实,固化后打磨平整;若空鼓、气泡面积较大,说明腻子涂刷时未充分压实,需铲除该部位腻子,重新分层涂刷并压实,确保密实无缺陷。
- 模具脱模时出现粘模,无法分离,该怎么办?先检查是否是胶衣 / 腻子未完全固化,若未固化,继续静置固化至完全变硬;若已完全固化,用塑料脱模撬片在模具边缘缓慢撬动,同时用专用解粘剂喷涂在粘模部位,静置 5-10 分钟后再尝试脱模,禁用金属工具暴力撬动。
- 环氧模具固化后发软、无强度,是什么问题?大概率是固化剂添加比例不足,或搅拌不均导致局部固化不完全;也可能是施工环境温度过低,固化反应未充分进行。此类问题无法修复,需重新制作模具,制作时务必精准计量固化剂比例,充分搅拌,保证环境温度达标。
- 小型部件模具厚度必须≥15mm 吗?建议≥15mm,该厚度能保证模具的基础强度和抗变形能力,满足批量脱模需求;若制作的是超小型轻薄部件(如小配件、装饰件),模具厚度可适当减至 10-12mm,但拐角和受力部位仍需加厚至 15mm 以上,防止模具变形。
- 可以用普通树脂腻子替代环氧玻纤腻子制作模具吗?可以,但模具性能会大幅下降:普通树脂腻子固化后硬度低、耐磨性差,使用寿命远低于环氧腻子,仅能满足数次脱模需求,适合临时试用的模具;若需批量生产,建议选用环氧玻纤腻子,性价比更高。
- 环氧模具制作完成后,需要进行水磨抛光才能使用吗?无需强制抛光,基础哑光模具可直接用于小型部件生产;若生产的部件对表面光洁度要求高(如高光泽制品、后喷漆部件),则需对模具进行水磨抛光,提升表面光洁度,确保部件外观达标。





