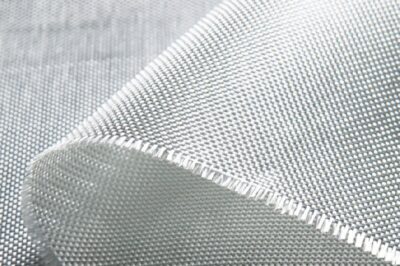


树脂未浸透玻纤表面毡会对玻璃钢制品 / 模具质量产生显著负面影响,绝非可忽视的小问题。玻纤表面毡(常见 30g、50g 规格)的核心作用是作为 “纹路隔离层”,提升制品表面光滑度,其功能实现的前提是被树脂完全浸润。未浸透会导致气泡、缺胶等缺陷,不仅影响外观,还会降低层间粘结力,后期易出现胶衣鼓泡、分层、开裂等隐患,需针对性处理后再进行后续积层。
一、树脂未浸透玻纤表面毡的核心影响
未浸透状态(气泡、缺胶、干布)会从外观、性能、使用寿命三方面对产品造成损害,具体如下:
1. 外观质量严重下降
- 表面出现大量针孔、麻点:未浸透区域的气泡会在制品表面形成凹陷或凸起,打磨后仍会残留痕迹;
- 表面不平整:缺胶部位导致表面毡无法均匀贴合基底,形成高低差,破坏产品光滑度;
- 纹路显露:表面毡的纤维纹路因未被树脂完全覆盖而显露,失去 “纹路隔离” 的核心作用,尤其影响胶衣层的平整性。
2. 力学性能大幅衰减
- 层间粘结力不足:未浸透区域的纤维与树脂无法形成有效结合,层间剪切强度、拉伸强度下降,产品承重时易在该部位发生应力集中;
- 抗冲击性变差:玻纤表面毡的三维结构未被树脂填充,无法有效分散冲击力,制品抗冲击性能降低;
- 结构整体性破坏:气泡和缺胶会形成 “中空” 区域,导致产品结构不致密,长期使用易出现分层、脱落。
3. 后期使用隐患突出
- 胶衣鼓泡风险:温差变化时,未浸透区域的气泡受热膨胀,会顶破表面胶衣,形成鼓泡,尤其在高温环境下隐患更明显;
- 耐腐蚀性下降:气泡和缺胶处易渗入水分、酸碱等腐蚀介质,加速玻纤老化和树脂降解,缩短产品使用寿命;
- 后续修补成本高:未及时处理的未浸透缺陷,后期修补需打磨、填补、重新浸润,耗时费力且效果远不如一次成型。
二、树脂未浸透玻纤表面毡的成因分析
未浸透现象的核心是 “树脂浸润不足” 或 “操作工艺不当”,具体可归纳为五大类原因:
1. 树脂选型与粘度问题
- 树脂粘度偏高:未选用适配表面毡的低粘度树脂(如环氧改性树脂、专用浸润树脂),导致树脂无法快速渗透表面毡的纤维间隙;
- 树脂触变性过强:树脂流动性差,难以在表面毡中扩散,仅停留在表面,无法浸润内部纤维。
2. 施工操作不规范
- 树脂用量不足:未按 “足量浸润” 原则涂抹树脂,表面毡纤维未被完全覆盖;
- 铺层顺序不当:表面毡直接铺在干燥基底上,未先涂敷一层树脂打底,导致浸润困难;
- 压实排气不充分:未用辊筒等工具充分压实表面毡,纤维间隙中的空气未排出,形成气泡,阻碍树脂渗透;
- 涂抹方式错误:仅单向涂抹树脂,未采用 “交叉涂抹 + 反复压实” 的方式,导致局部缺胶。
3. 表面毡自身特性影响
- 表面毡规格不当:选用过厚(如>50g)的表面毡,质地偏硬,纤维间隙致密,树脂难以渗透,且不利于拐角等复杂部位铺层;
- 表面毡受潮或污染:表面毡储存时吸潮、沾灰,或使用前未清洁,杂质阻碍树脂浸润。
4. 环境与基底条件
- 环境温度过低(<15℃):树脂粘度升高,流动性变差,浸润速度减慢;
- 环境湿度过大(>75%):表面毡或基底含水分,与树脂接触后形成气泡,影响浸润;
- 基底表面不平整 / 有杂质:基底有凸起、凹陷或油污、粉尘,导致表面毡铺层不均,局部无法被树脂浸润。
5. 浸润工具不适配
- 未使用专用浸润工具:用硬毛刷等工具涂抹树脂,易损伤表面毡纤维,且无法均匀压实;
- 辊筒选择不当:选用过硬或过软的辊筒,无法有效排出空气、促进树脂渗透。
三、树脂未浸透玻纤表面毡的针对性处理方法
根据未浸透程度和树脂固化状态,采取 “修补浸润” 或 “重新铺层” 的方案,避免缺陷扩大:
1. 轻微未浸透(少量气泡,树脂未完全固化)
- 处理流程:用尖锐工具(如针、刀片)在气泡顶端扎孔,缓慢排出内部空气→用注射器向孔内注入低粘度树脂,确保树脂充分渗透至纤维间隙→用软质辊筒轻轻压实,排出残留气泡→静置固化,固化后用 400 目砂纸轻磨平整;
- 核心要点:注入树脂时需缓慢,避免产生新气泡;压实力度适中,防止表面毡移位。
2. 中度未浸透(局部缺胶,树脂部分固化)
- 处理流程:用 80-120 目砂纸打磨未浸透区域,去除表面固化的树脂层和杂质→用清洗剂清洁表面,擦干后涂敷一层低粘度树脂→重新铺覆一块同规格的表面毡,用辊筒充分压实,确保完全浸润→静置固化,固化后细磨平整;
- 核心要点:打磨时需去除所有未固化的树脂,避免新旧树脂结合不良。
3. 重度未浸透(大面积气泡 / 缺胶,树脂已固化)
- 处理流程:用美工刀或打磨机彻底切除未浸透的表面毡区域,直至露出完好的基底→清洁基底表面,涂敷一层树脂打底→重新铺覆表面毡,采用 “树脂预涂 + 分层压实” 的方式确保完全浸润→固化后按常规工艺进行后续积层;
- 核心要点:不建议强行修补,切除重铺能避免后期隐患,且整体效率更高。
4. 特殊情况:树脂未完全固化,局部气泡密集
- 处理建议:直接揭掉该区域的表面毡,放弃修补。此时树脂未固化,强行压入树脂会导致整体浸润不均,且打磨、清理的时间成本远高于重新铺层。
四、玻纤表面毡的标准化浸润工艺(从源头规避未浸透)
1. 施工前准备
- 材料选型:选用低粘度、高浸润性的树脂(如环氧改性树脂、聚酯浸润树脂),表面毡优先选择 30g 或 50g 规格,复杂拐角部位避免使用厚规格表面毡;
- 材料预处理:表面毡使用前检查是否受潮、污染,若有需烘干(40℃以下)、清洁后再使用;树脂按比例调配,搅拌均匀后静置 5 分钟排气;
- 基底处理:确保基底表面平整、干净、干燥,无油污、粉尘,涂敷一层薄树脂作为打底,提升表面毡浸润效果。
2. 核心浸润操作
- 铺层与涂胶:将表面毡平整铺覆在基底上,立即用刮板或辊筒将树脂均匀涂敷在表面毡上,确保树脂覆盖全面;
- 压实排气:用软质橡胶辊筒从表面毡中心向边缘匀速压实,反复滚动 2-3 次,排出纤维间隙中的空气,确保树脂完全渗透,无干布、气泡;
- 厚度控制:树脂含胶量控制在 60%-70%,以表面毡完全透明、无白色纤维显露为准,避免树脂过少或过多。
3. 环境与固化控制
- 施工环境:温度控制在 20-28℃,相对湿度≤70%,避免低温高湿或风速过大(加速树脂表干,影响浸润);
- 固化养护:浸润完成后静置固化,避免固化前移动或触碰表面毡;常温下固化 24 小时以上,确保树脂完全交联后再进行后续积层。
五、常见问题解答
- 30g 和 50g 玻纤表面毡的浸润难度有差异吗?有差异。50g 表面毡因厚度略大、纤维密度更高,浸润难度稍高于 30g;需选用粘度更低的树脂,或延长涂胶、压实时间,确保树脂渗透至内部纤维;复杂结构或拐角部位,30g 表面毡更易铺覆和浸润,适配性更强。
- 表面毡铺在胶衣背面,未浸透会影响胶衣层吗?会。未浸透区域的气泡会在胶衣层下形成 “空鼓”,后期温度变化或受力时,气泡膨胀会导致胶衣层开裂、鼓泡;同时,缺胶会导致胶衣层与基底结合不牢,易出现胶衣脱落。
- 用辊筒压实表面毡时,如何判断是否完全浸润?可通过 “视觉 + 触觉” 判断:视觉上,表面毡完全透明,无白色未浸润的纤维区域,无明显气泡;触觉上,用手轻轻按压表面毡,无弹性回弹(回弹说明内部有气泡),树脂能均匀附着在手上,无干布触感。
- 低温环境下,如何避免表面毡未浸透?低温下可将树脂加热至 25-30℃(用温水浴,避免明火),降低粘度,提升流动性;施工环境温度控制在 15℃以上,可使用空调或暖风机升温;表面毡提前在室温下放置,避免低温导致树脂快速变稠,影响浸润。
- 表面毡浸润后,多久可以进行后续树脂积层?需待表面毡层完全固化后再进行,常温下(20-28℃)建议养护 24 小时以上,确保树脂完全交联,层间粘结力达标;若着急施工,可采用低温固化(40℃以下)加速固化,但需确保固化完全,避免后续分层。
- 玻纤表面毡可以和其他玻纤织物(如方格布)一起铺层,如何确保同时浸润?铺层时按 “表面毡 + 方格布” 的顺序,先浸润表面毡,再铺方格布并涂胶压实;选用粘度适中的树脂,避免粘度太低导致表面毡滑移,或粘度太高导致方格布浸润困难;采用 “先涂胶后铺布 + 分层压实” 的方式,确保两种织物均完全浸润。