
如果您不想让环氧树脂粘连怎么办(几种环氧树脂脱模的选择)

我们花费大量时间尽我们所能告诉我们的客户如何最好地使环氧树脂粘在木材、金属甚至塑料或水下。许多情况下,您不希望环氧树脂粘在一个表面或另一个表面上,这是脱模剂非常方便的地方。
桌面和工作台面
最简单的解决方法是用3mil或更重的塑料布覆盖您的工作台。它价格便宜且抗撕裂,可以用胶带粘在工作表面上,固化的环氧树脂会剥落它。其他更便宜的选择包括切开垃圾袋或塑料储物袋。但是,如果将一杯混合环氧树脂放在塑料布上并过热,塑料布可能会熔化。
一个不错的选择是使用的打蜡三聚氰胺板。涂上2到3层含有巴西棕榈树的优质脱模蜡,可形成一个非常好的不粘表面,其优点是难以进行更严格的工作或塑料可能会阻碍的夹紧操作。也可以在其上准确地标出指引线,而无需处理任何动作。
防止粘附到工作表面的另一个简单选择是塑料包装胶带。当您希望环氧树脂粘在一个地方而不是另一个地方时,它工作得很好,比如在用于脱衣舞独木舟建造的临时框架上。
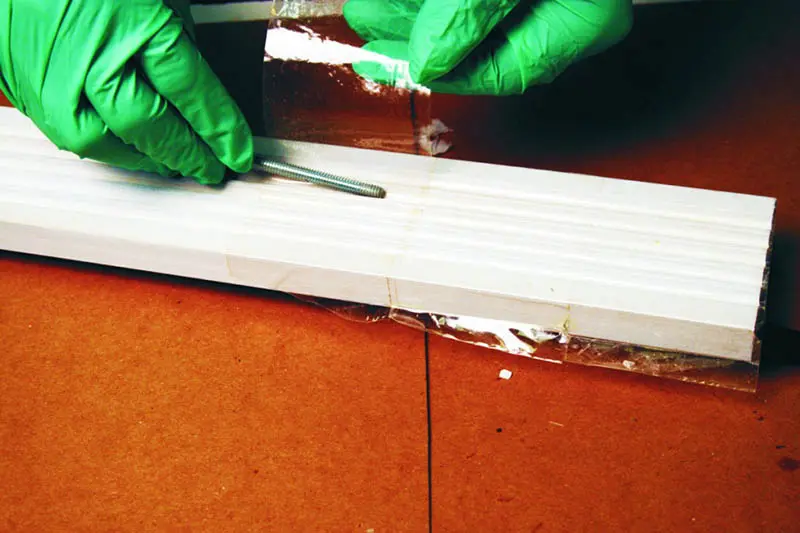
紧固件和硬件
当您想安装螺纹螺栓或螺钉并能够稍后卸下紧固件时,有几个简单的选择。蜡进入螺纹,环氧树脂固化后,我们可以轻松地将螺丝拧出。您也可以将汽车糊蜡涂在一块粗棉布上,牢牢抓住头部下方的线,然后用无绳电钻反向将其取出。这会在整个螺纹图案上均匀地涂上一层漂亮的薄蜡。
半永久脱模剂是一种快速方便的防粘连剂。只需将紧固件放在纸巾上并喷洒螺纹,用一点加厚的环氧树脂涂抹螺纹,以免空气被困住,将紧固件推入超大、部分填充的孔中,让环氧树脂固化。在环氧树脂硬化后将其取出,现在您已经在环氧树脂中浇注了螺纹。
聚乙烯醇或PVA是一种绿色液体,可在爱好商店和工艺品商店购买。将紧固件浸入或刷在螺纹上,让它风干,然后安装紧固件。
市场上有许多气溶胶脱模喷雾剂。它们适用于大多数船只中使用的所有热固性树脂系统——环氧树脂、聚酯和乙烯基酯。它们不含任何有机硅,您希望在任何脱模剂中避免使用,尤其是喷雾剂。如果您不小心,有机硅气溶胶喷雾剂会污染整个商店。
另一种可以脱模的常见家用产品是常规定型发胶。它几乎都是PVA并且效果很好。
模具和插头表面
模具和塞子用于生产和一次性项目。在模具中,零件在模具内构建。有了插头,零件就建在外面。为了制作平板,我们经常使用钢化玻璃卡片桌面——模具表面最简单和基本的形状。模具形状和表面会变得非常复杂,尤其是在生产环境中。设计和制造模具以制造例如船体的内衬需要大量的工程设计。
许多一次性复合材料项目使用插头,因为它们更容易构建并且通常需要更少的材料和相关成本。一次性项目可能会简单地在框架上使用剥离器结构来快速轻松地制作插头。有时,这可以通过构建框架和纵梁“骨架”塞、在纵梁上安装玻璃、填充然后整流罩来构建设计的形状来简化。塑料包装胶带非常适合作为框架和纵梁上的脱模剂。
所有模具的共同点是需要准备接触面,以便零件在固化后可以轻松移除。另一个要求是,在仍然固化或后固化时,部件不会预脱模或脱离模具/塞子表面。聚酯和乙烯基酯树脂系统的预脱模通常会出现更多问题,因为它们在固化时会收缩约3-5%,但环氧树脂可以而且确实会发生这种情况。预脱模会导致更多的印刷通过,需要更多的后期工作,因此正确选择脱模剂对于项目的成功至关重要。
对于简单的自制项目,我上面提到的许多材料都适用于模具表面。美光或其他巴西棕榈蜡会起作用,而且很容易找到。气溶胶喷雾剂——斯托纳热固性脱模剂和发胶可以单独使用或与蜡一起使用。诀窍是在模具表面喷洒喷雾。多层薄涂层比几层厚涂层效果更好,并且还可以产生更好的表面轮廓。很多时候,从模具中取出的第一部分是最成问题的,而组合使用的蜡/喷雾剂很好地解决了这个问题。
还有各种各样的特定应用商业脱模产品。应用变量是树脂类型(环氧树脂、PE或VE)、固化时间表(室温固化或后固化)以及模具的尺寸和复杂性。对于室温项目,我迷上了膏状脱模蜡。它与车蜡有点不同——你不能让它干透,否则很难擦掉。我让它静置约60秒,然后开始用粗棉布抛光。结果是一个高度抛光的表面,可以抵抗分离和鱼眼。
对于后固化部件,必须使用高温蜡,在高温下不会分解并导致部件粘连。

我有更多经验的另一种蜡是TR Industries制造的——TR 104蜡。该产品通过配制非常高含量的巴西棕榈树来实现其高温特性。我们在180°F的温度下使用了这种蜡8小时,没有发生预释放或分解。
这些蜡中的任何一种都可以与PVA喷涂膜一起使用,以提高在困难或复杂模具上的脱模能力。请记住,对于环氧树脂、聚酯和乙烯基酯,您应该避免使用含有有机硅的脱模剂,因为它们会污染零件或更糟。
作者简介:为复合材料创业者服务
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。


