本文详细讲解了玻璃钢手糊树脂的核心操作流程,从材料铺层、树脂浸润、气泡去除到芯材嵌入、固化与后固化的全步骤操作要点,同时补充了相关专业知识和常见问题解答,为手糊玻璃钢制作提供完整的实操指导。
一、手糊玻璃钢核心操作原则
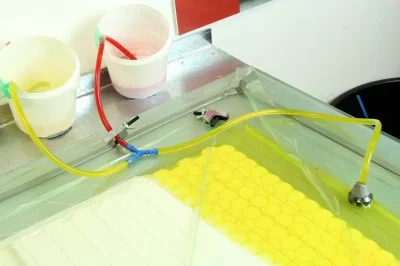
为更好的控制树脂与玻纤的比例且尽量减少气泡产生,织物构造需采用后浸润型工艺,核心是先将树脂涂于模具表面,再放入干铺层让树脂从下向上浸润,从根源排出铺层表面空气,保证层压贴合度。
二、手糊玻璃钢基础操作步骤
- 按制作要求的数量、尺寸和形状,精准裁剪玻纤卷材铺层,确保铺层能与模具轮廓完美吻合。
- 取足量树脂均匀涂抹浸润模具表面,为第一层铺层贴合做好基础。
- 将第一铺层平整摆放在模具上,再次调整铺层形状,完全匹配模具后,用树脂充分浸润玻纤。
- 借助层压滚子、刷子或刮板对浸润后的玻纤进行按压处理,彻底去除层内气泡;角落、复杂几何形状区域优先使用刷子操作,浸润不充分处及时补充树脂,确保铺层无干区。
- 重复上述铺层、浸润、除泡的步骤,直至所有铺层按设计要求摆放到位且全部被树脂充分浸润。
- 整体检查所有铺层的浸润状态和气泡残留情况,对未浸润区域用滚子或刷子补浸,对多余树脂用油漆滚子或漆刷刮除,保证铺层厚度均匀。
三、芯材嵌入操作要点
部分层压设计会加入芯材,核心作用是增加铺层刚性且不明显增加整体重量,芯材嵌入需在树脂凝胶前完成,具体操作:
- 底层铺层需把控厚度,保证厚度足够实现芯材的充分粘合,同时厚度适中防止出现纤维印痕。
- 取薄树脂涂层均匀浸润芯材用于层压的一侧表面,提升芯材与铺层的粘合度。
- 将处理后的芯材平整摆放在铺层指定位置,对芯材整个表面进行均匀挤压,确保芯材与铺层表面完全接触,无空隙、无翘边。
- 按基础操作步骤继续完成后续层压嵌入,保证整体层压结构的完整性。
四、固化与后固化工艺
(一)基础固化要求
层压操作完成后,脱模前铺层必须实现充分固化,充分固化的判定标准依据部件设计和工艺要求而定;固化时间受树脂类型、催化剂的种类与添加量、环境温度等因素影响,若铺层未充分固化过早脱模,会导致部件出现印痕、变形等问题,因铺层会在模具外继续固化,可通过巴克尔硬度检测固化程度。
(二)后固化操作与优势
- 操作方法:在树脂凝胶和峰放热温度出现后,将部件暴露在高温环境中,加速剩余固化过程,该工艺即为后固化;若在部件仍与模具表面接触时进行后固化,效果更佳。
- 核心优势:① 更易让部件达到设计的最终机械特性,提升结构强度;② 增强部件投入应用后的结构稳定性,提升抗印痕、抗变形能力;③ 有效除去部件内未反应的单体,降低最终成品的气味。
五、手糊玻璃钢专业知识补充
- 树脂与玻纤配比:常规手糊玻璃钢制作中,树脂与玻纤的重量配比约为 1:1,可根据部件使用场景调整,受力部件可适当增加玻纤比例,提升强度;装饰性部件可微调树脂比例,优化表面光洁度。
- 玻纤铺层原则:铺层时需注意玻纤的经纬方向,多层铺层建议交错铺设(如 0°/90° 交替),减少部件受力时的各向异性,提升整体结构的均匀性。
- 催化剂添加要点:催化剂添加量需严格按树脂说明执行,环境温度高时适当减少添加量,防止固化过快出现气泡、裂纹;温度低时少量增加,保证固化效率,切勿过量添加,避免树脂爆聚。
- 模具表面处理:操作前模具表面需做脱模处理,可涂抹脱模剂,不仅能方便后续脱模,还能防止树脂粘模损坏模具和成品表面。
六、手糊玻璃钢常见问题及解决方法
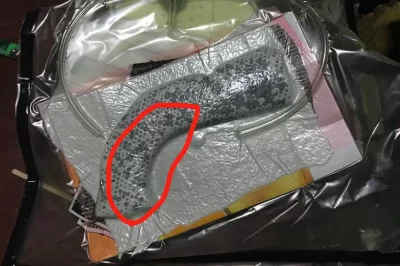
- 成品出现大量气泡原因:树脂浸润不充分、除泡操作不到位、铺层速度过快带入空气;解决:严格采用后浸润型工艺,慢铺层、多按压,复杂区域用刷子反复梳理,树脂分多次补充,确保无干纱、无空气残留。
- 成品表面出现纤维印痕原因:底层铺层过厚、芯材嵌入时挤压不均、树脂含量不足;解决:控制底层铺层厚度,芯材嵌入时均匀挤压,保证树脂充分浸润,成品表面可做薄胶衣层处理,遮盖纤维印痕。
- 成品脱模后变形原因:固化不充分、脱模时机过早、部件厚薄不均导致固化收缩不一致;解决:通过巴克尔硬度确认充分固化后再脱模,设计制作时尽量保证部件厚度均匀,大型部件可增加支撑结构,固化过程中控制环境温度稳定。
- 芯材与铺层粘合不牢固原因:芯材未做树脂浸润处理、嵌入时存在空隙、树脂已开始凝胶;解决:树脂凝胶前完成芯材嵌入,提前浸润芯材粘合面,嵌入后充分挤压排出空隙,必要时在芯材与铺层结合处补充少量树脂。
- 成品有明显异味原因:固化不彻底、未进行后固化处理,部件内残留未反应单体;解决:按工艺完成基础固化后,进行高温后固化,充分除去未反应单体,成品放置在通风环境中静置一段时间,进一步散除异味。