手糊工艺可以进行抽真空,属于真空辅助手糊成型,抽真空能减少气泡、提升密实度,但手糊树脂与真空专用树脂在粘度、流动性上存在明显差异,需合理选用。
手糊树脂能否抽真空
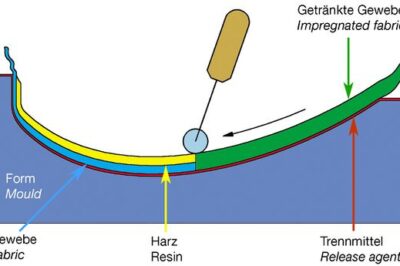
手糊树脂可以抽真空,在真空辅助手糊工艺中,将模具与手糊铺层放入真空袋并抽气,能够帮助树脂更好浸润纤维、排除气泡,提升制品强度与表面质量。
抽真空对手糊工艺的作用
- 排出层间空气,降低孔隙率,提升制品力学性能。
- 增强树脂对纤维的浸润性,使层间结合更紧密。
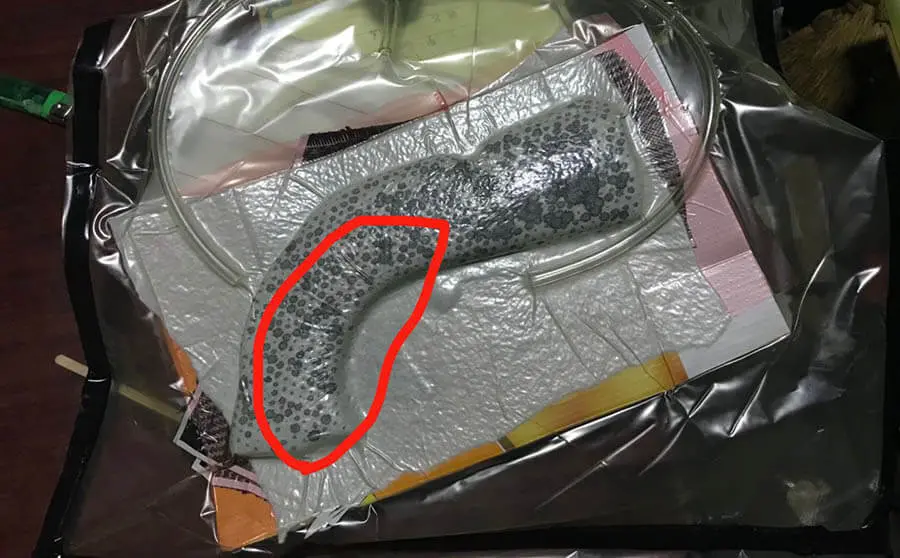
- 减少针孔、气泡等外观缺陷,提高表面平整度。
- 提高纤维树脂比,让制品更轻、强度更高。
手糊树脂与真空树脂的核心区别
- 粘度区别:真空树脂粘度更低,流动性与渗透性更好;手糊树脂粘度偏高,不易流动。
- 工艺适配:真空树脂适配真空灌注、真空袋压;手糊树脂适配手工涂刷、辊涂。
- 导流能力:真空树脂可长距离导流;手糊树脂仅适合短距离、小件导流。
- 使用建议:真空工艺优先选用专用真空树脂,安全性与一致性更有保障。
手糊树脂用于真空工艺的局限
手糊树脂粘度大、流动慢,用于真空系统时会出现导流困难,大件制品需要增加大量导流管,施工效率低、易出现缺料、浸润不均等问题,仅适合小型简单构件。
手糊树脂抽真空专业知识
在玻璃钢 / 复合材料行业,手糊 + 抽真空被称为真空辅助手糊成型,是介于传统手糊与真空灌注之间的改良工艺。常用真空度 – 0.06~-0.08MPa,可将孔隙率由手糊的 5%~10% 降至 2% 以内,强度提升 15%~30%,适合对质量有要求但不适合灌注的异形件、现场施工件。
手糊树脂抽真空应用案例
- 现场玻璃钢防腐工程:真空辅助除泡,提升涂层致密度。
- 小型异形壳体:手糊铺层后抽真空,减少气泡、提高强度。
- 模具修补与局部加强:抽真空保证修补区无空洞。
- 雕塑与装饰件:改善表面质量,减少针孔与麻点。
- 渔船修补与局部制作:简易真空装置提升修复质量。
- 实验件与小批量件:低成本提升性能,无需灌注设备。
手糊树脂抽真空常见问题 FAQ
- 问:手糊树脂可以抽真空吗?答:可以,属于真空辅助手糊工艺,能明显提升质量。
- 问:手糊树脂和真空树脂最大区别是什么?答:最大区别是粘度,真空树脂粘度更低、流动性更好。
- 问:手糊抽真空能提升产品强度吗?答:能,可降低孔隙率、提升浸润效果,强度明显提高。
- 问:手糊树脂能用于真空灌注吗?答:不建议,粘度太高、导流困难,易造成缺料与缺陷。
- 问:真空工艺为什么推荐用真空专用树脂?答:流动性、渗透性、适用期更匹配,安全与一致性更高。
- 问:手糊抽真空适合大件产品吗?答:不适合,仅适合小件、异形件、现场修补件。
- 问:手糊工艺抽真空常用真空度是多少?答:常用 **-0.06~-0.08MPa**,避免过度抽胶。
- 问:手糊加真空和纯灌注工艺哪个更好?答:大件、高质量选灌注;小件、现场、异形件选手糊 + 真空。