
真空袋装成型是依靠大气压力对复合材料层压板进行均匀压实的真空袋压工艺,可提升制品致密度与纤维树脂比,广泛用于玻璃钢 / 复合材料手糊与模压辅助成型。
真空袋装成型工作原理
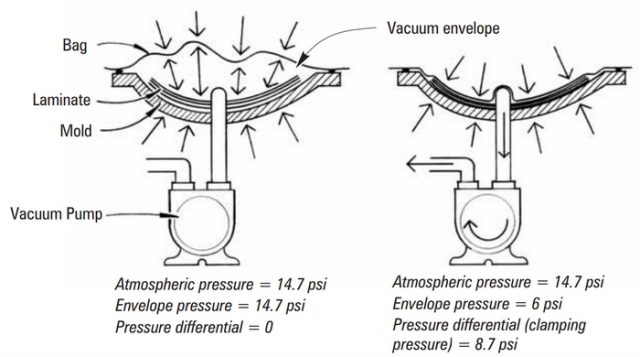
真空袋装又称真空袋层压,是利用大气压力将树脂浸渍的层压板紧密压实至固化的夹紧工艺。密封腔体内外形成压力差,外部大气压均匀作用于层压板,理论最大压力 14.7psi,实际常用夹紧压力 6–12.5psi,对应真空度 12–25 英寸汞柱。
真空袋装成型核心优点
- 提供均匀压实压力,优于机械夹紧,避免芯材损伤
- 胶线更薄更一致,制品空隙率更低
- 可排出多余树脂,提升纤维树脂比与强度重量比
- 模具轻量化、易制作,适配复杂曲面造型
- 一次完成浸润与铺层,工艺效率更高
真空袋装设备组成
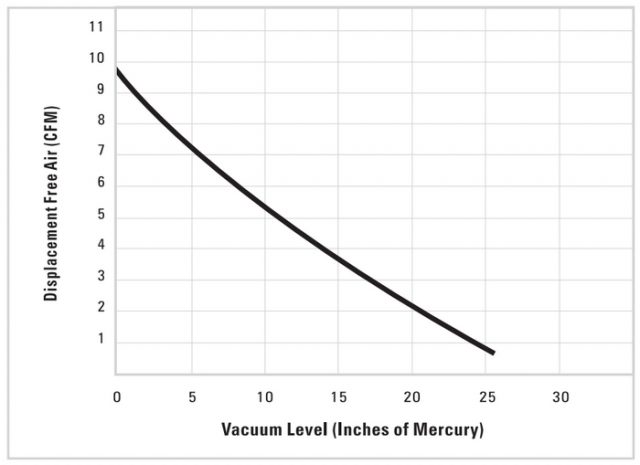
真空泵
真空系统核心,以最大真空度 Hg、排量 CFM、马力为关键参数。2 英寸汞柱≈1psi,1 个大气压 = 29.92 英寸汞柱 = 14.7psi。
泵类型与选型
- 容积式:活塞泵、旋片泵、隔膜泵,常用 Gast 07061-40,适合稳定真空
- 非容积式:高流量但真空偏低,如涡轮泵
- 气动真空发生器:文丘里式,低成本便携,适合小件
- 两级泵:适配大型复杂制品,需配套大流量压缩机
选型依据:制品面积、复杂度、密封效果与所需真空等级。
真空袋装辅助材料
- 释放织物:隔离层压板与透气材料,固化后易剥离
- 穿孔膜:控制树脂流失,适配高真空与慢固化体系
- 透气材料:提供气道、吸收余胶,常用聚酯毡、玻纤布
- 真空袋:6mil 聚乙烯膜适用室温低压,专用膜用于高温高压
- 密封胶泥:保证袋体与模具气密密封
- 管道系统:软管、PVC 管、端口、控制阀、真空计、集胶罐
- 脱模剂:巴西棕榈蜡、PVA、半永久性脱模液,防止粘模
真空袋装工艺要点
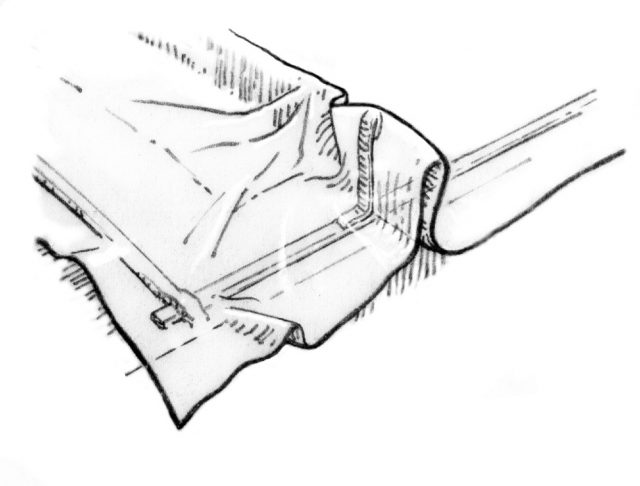
桥接问题与解决
桥接会导致内角空隙,预防方法:
- 材料尺寸足够覆盖模具全轮廓
- 铺层时逐片贴紧模具内角
- 内角使用重叠接缝,辅助软锤压实
纤维树脂比控制
真空袋装可将纤维树脂比提升至65:35,影响因素包括真空压力、树脂粘度、固化时间、穿孔膜孔径与排布。
真空袋装专业知识
真空袋装属于湿法真空辅助成型,是玻璃钢 / 复合材料低成本高性能核心工艺。在玻璃钢制品中,常与手糊结合使用,通过 – 0.08~-0.095MPa 真空度实现层板均匀压实,显著降低孔隙率、提升层间剪切强度与疲劳性能,适合船体、风电叶片、汽车部件、医疗壳体等结构件。配合室温固化环氧树脂可简化设备,适合中小批量与定制生产。
真空袋装行业案例
- 游艇船体:玻璃钢外壳真空袋压,提升强度与表面平整度
- 风电叶片:玻纤 / 碳纤层板真空压实,保证长期力学性能
- 汽车部件:碳纤维引擎盖、尾翼、内饰件轻量化成型
- 医疗设备:CT / 核磁外壳、无菌托盘高精度低孔隙制作
- 航空模型:碳纤复合板材真空成型,高强度低重量
- 卫浴洁具:玻璃钢浴缸、淋浴房背板高效批量生产
真空袋装常见问题 FAQ
- 问:真空袋装常用真空度是多少?答:实际使用 12–25 英寸汞柱,对应夹紧压力 6–12.5psi。
- 问:玻璃钢真空袋压选用哪种真空泵?答:中小件选旋片泵或 Gast 隔膜泵;大件选高 CFM 两级泵。
- 问:如何避免真空袋桥接产生空隙?答:放大材料尺寸、内角铺层贴紧、使用重叠接缝、软辅助压实。
- 问:真空袋装能提升纤维树脂比到多少?答:常规可达 65:35,高于手糊的 50:50,强度更优。
- 问:真空袋材料常温用哪种?答:6mil 聚乙烯透明膜即可,便于观察固化状态。
- 问:真空管路为什么要加装集胶罐?答:防止多余树脂进入阀门与泵,保护设备、延长寿命。
- 问:真空袋装模具为什么可以更轻?答:压力均匀分布,模具只需保持形状,无需高刚性。
- 问:穿孔膜的作用是什么?答:限制树脂过度流失,允许高真空压实,减轻制品重量。