

本文系统讲解复合材料开模湿铺层的操作要点、常见缺陷与解决方法,覆盖人员配置、表面涂层、树脂选用、面料选择、标准化流程等关键环节,提供可落地的最佳实践方案,提升手糊制品合格率与稳定性。
复合材料开模湿法铺层是玻璃纤维、碳纤维、环氧树脂层压板与模具的常用制作工艺,在无真空袋辅助压实的条件下,易出现开裂、麻点、流挂、起泡、滑动等质量问题。通过标准化准备、操作与材料管控,可有效改善缺陷,提升层压板质量与稳定性。
一、前期规划与人员配置最佳实践
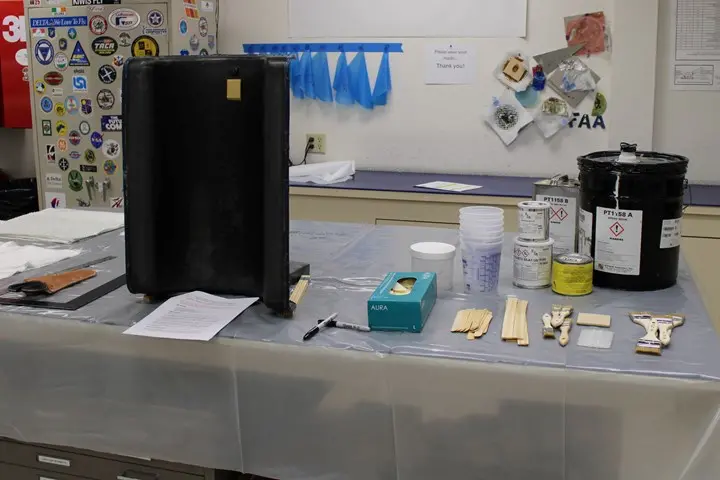
规划与备料是湿铺层成功的基础,开工前必须将所有材料、工具、裁切好的织物放置在操作员可及范围内,树脂提前称重配比,模具完成脱模处理并准备就绪。人员配置应根据面积合理安排,建议每 1.25 平方米配备 1 名铺层操作员,同时配置专职辅助人员负责树脂混合、物料传递,确保操作连续不中断。
二、表面涂层树脂操作最佳实践
表面涂层以装饰为主,部分配方可提升耐磨性,应选用触变性树脂防止垂直面流挂,不可将环氧树脂与喷涂型聚酯胶衣混用。施工时先用刮刀快速摊开树脂,再用短毛刷双向涂刷,排出内部气泡;间隔数分钟重复涂刷,直至无气泡、厚度均匀。混合树脂建议采用双杯法,即混合后转移至第二个容器再次搅拌,避免出现大理石纹与色差。胶衣层厚度需严格控制在0.25–0.75 毫米,过厚易导致排气困难、收缩、开裂与龟裂。铺层前需将胶衣树脂固化至指尖粘性状态,减少织物透纹;高温使用场景需增加界面涂层,将增强纤维压入树脂层,防止热循环开裂。
三、树脂选择与处理最佳实践
树脂适用期直接影响施工质量,应根据制品尺寸选择短 / 中 / 长适用期的固化体系。配胶宜用大口径容器,避免小杯集中放热导致凝胶过快;混合后立即分配使用,保留充足操作时间。低粘度树脂浸润性好,但易造成层间滑动,垂直面建议选用碳酸钙填充型触变层压树脂,提升抗滑移性能。每层铺覆后可先固化至准凝胶状态,再进行下一层施工,有效防止重布滑动拉花表面涂层。排气采用点刷或软辊轻压,避免过度压实导致孔隙与白料。
四、增强面料选择最佳实践
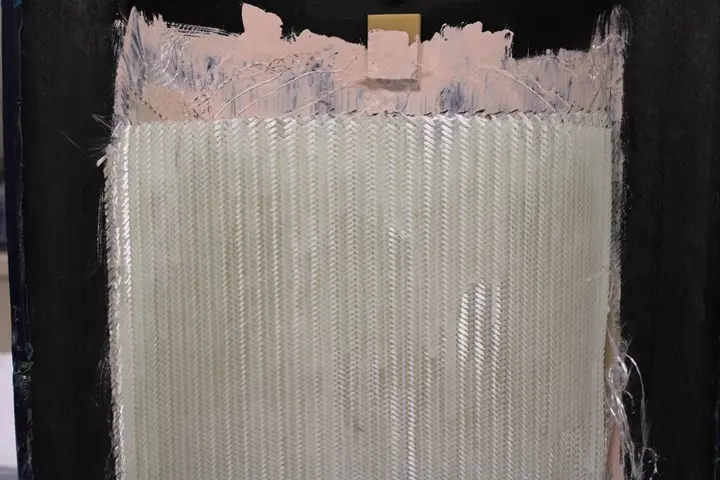
表层建议使用细纱平纹或斜纹织物,排气通畅不易起泡;高致密织物如 300 克玻纤、1K 五枚缎碳布易 trapped 气体,需加强排气操作。背面建议使用中等重量剥离布,提升成品背面平整度。避免过度辊压,轻触式浸润即可,减少纱线间空隙形成多孔区域。
五、工艺标准化与优化最佳实践
建立统一的湿铺层标准作业程序 SOP,培训所有操作员严格执行,禁止省略步骤、压缩时间等影响质量的行为。收集优秀操作经验,淘汰不良习惯,根据生产反馈持续修订程序,形成可迭代的作业文件。统一操作规范可显著提升产品一致性、合格率与生产效率,降低废品率。
六、常见缺陷原因与解决方法
- 表面涂层开裂龟裂:厚度超标、未做界面增强、热循环应力过大,控制胶衣厚度、增加纤维界面层、选用韧性树脂。
- 表面麻点气泡:排气不充分、胶衣过厚、织物致密,多次双向刷涂、薄涂多次、选用易排气织物。
- 大理石纹色差:树脂混合不均,采用双杯混合法、充分搅拌并快速使用。
- 铺层过快凝胶:配胶量过大、容器过小、环境温度高,大容器配胶、控制单次用量、降低环境温度。
- 界面起泡:织物致密、排气不足,选用易排气织物、延长排气时间、轻压排气。
- 垂直面滑动下垂:树脂太稀、布重过大、未预固化,使用触变树脂、分段铺层、每层准凝胶后再铺下一层。
- 背面粗糙:无剥离布、压实不均,背面加剥离布、均匀辊压。
七、补充专业知识
湿法铺层又称手糊成型,是开模无压成型工艺,设备投入低、灵活性高,适合小批量、异形件、模具制作,缺点是人为影响大、质量稳定性依赖操作规范。触变性树脂指受到剪切时黏度降低,静止时黏度升高,可有效防止流挂。双杯混合法可消除搅拌死角,保证树脂与固化剂完全反应,避免色差与局部固化不足。
八、典型应用案例
- 碳纤维装饰面板:严格控制胶衣厚度与排气,采用细纱斜纹碳布,表面无气泡无透纹,光泽均匀。
- 玻璃钢模具:按人员配比作业,使用长适用期树脂,界面增强处理,模具表面无麻点不开裂。
- 垂直面壳体制品:选用触变树脂,分段铺层并等待准凝胶,无流挂无滑移,尺寸稳定。
- 大尺寸层压板:多人协同配合作业,统一 SOP 操作,制品厚度均匀、内部无气孔、强度稳定。
九、常见问题解答
- 湿铺层适合哪些产品:适合小批量、异形件、模具、装饰面板、设备外壳、实验件等不适合真空成型的制品。
- 没有真空袋能否保证质量:可以,通过规范操作、触变树脂、控制厚度、充分排气,可满足常规性能要求。
- 如何延长树脂适用期:使用大口径容器、减少单次配胶量、降低环境温度、选择长适用期固化剂。
- 垂直面铺层最有效的防流挂方法:优先用触变树脂,每层铺完后待准凝胶再继续,配合分段施工。
- 胶衣层最佳厚度:0.25–0.75 毫米,薄涂多次比单次厚涂更不易开裂、气泡更少。
- 如何避免表面透布纹:胶衣固化至指尖粘性再铺层,控制铺层压力,避免早期过度浸润。
- 新手最容易犯的错误:配胶过多、胶衣太厚、排气不足、急于铺下一层、省略混合步骤。
十、总结
复合材料湿铺层的质量取决于前期规划、标准化操作、材料选型与过程控制。通过合理人员配置、规范表面涂层施工、选用适配树脂与织物、建立 SOP 流程,可解决流挂、开裂、气泡、滑动、麻点等常见问题,显著提升手糊湿法成型的合格率、外观与结构稳定性。