3D 立体织物板(如 3D 立体毡环氧板)凭借独特的三维纤维结构,具备高强度、高整体性、抗分层等优势,广泛应用于高端复合材料制品。其制作过程需重点把控织物预处理、铺层操作、固化工艺等核心环节,尤其需规避织物折痕、铺层不均等问题,否则易导致成品出现外观缺陷,甚至影响力学性能。规范操作流程、做好织物储存防护,是保证 3D 立体织物板质量稳定的关键。
一、3D 立体织物板的核心特性与制作难点
1. 核心特性
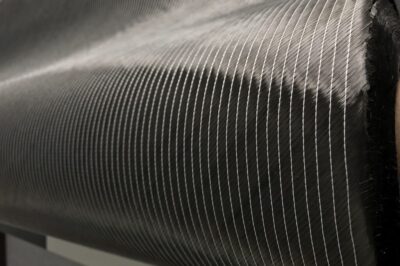
3D 立体织物板由 3D 立体毡、3D 织物等三维纤维基材与树脂(如环氧树脂)复合固化而成,区别于传统二维织物板,其纤维在三维空间交织,无需额外粘结剂即可保持结构稳定,成型后板材的层间剪切强度、抗冲击性能远优于二维织物板,适配对结构整体性要求高的场景。
2. 制作难点
3D 立体织物的三维结构决定了其制作难度高于二维织物板,核心难点集中在三点:
- 织物形态易变形:3D 立体织物(尤其是立体毡)结构松散,折叠、挤压后易产生永久性折痕,且难以通过后续工艺完全消除;
- 铺层浸润难度大:三维纤维交织形成的孔隙结构,需确保树脂充分渗透,否则易出现干布、气泡等缺陷;
- 结构完整性难保证:制作过程中若织物移位、纤维断裂,会破坏三维结构的整体性,导致板材性能大幅下降。
二、制作 3D 立体织物板的关键注意事项(全流程把控)
1. 织物预处理:避免折痕,保护原始形态
织物的原始状态直接决定成品外观,预处理的核心是防止折痕产生、清除表面杂质,具体要点如下:
- 储存与运输:卷管包装,禁止折叠:3D 立体织物需采用卷管方式密封包装,卷径根据织物宽度调整(建议≥30cm),避免折叠存放或运输,防止纤维结构受压变形产生永久性折痕;若需切割,采用专用切割工具(如超声波切割机),避免纤维散丝、边缘起毛;
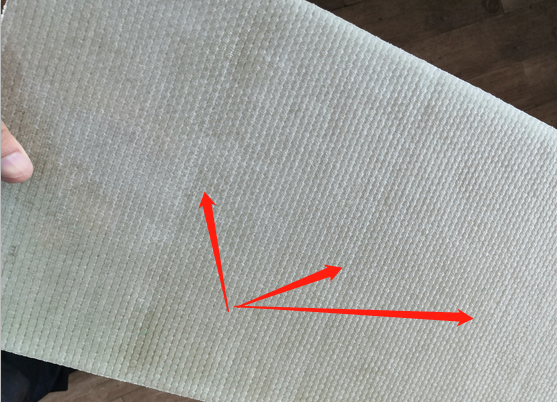
- 使用前检查与处理:使用前检查织物表面是否有折痕、杂质、散丝,若存在轻微折痕,可将织物平铺在平整工作台面,用低温热风(40-50℃)轻吹并轻轻抚平,利用纤维的轻微柔韧性恢复平整;若折痕严重,需更换织物(折痕会在成品中反衬,影响外观和受力均匀性);
- 清洁处理:用无尘布轻轻擦拭织物表面,清除浮尘、纤维碎屑等杂质,避免杂质混入树脂影响粘结效果。
2. 铺层操作:精准定位,保证均匀浸润
铺层是保证板材结构完整性的核心,需兼顾织物定位与树脂浸润,具体操作要点如下:
- 铺层环境:洁净、平整、无干扰:铺层区域需封闭除尘,工作台面平整无凸起,避免粉尘、杂质污染织物;操作人员佩戴无绒手套,禁止直接用手接触织物(手上油脂、汗液会影响树脂粘结);
- 织物定位:避免移位、拉伸:将预处理后的 3D 立体织物按设计尺寸平铺在模具表面,确保织物与模具贴合紧密,无褶皱、无移位;禁止强行拉伸织物(会破坏三维纤维交织结构),若织物尺寸略小,需裁剪拼接(拼接处重叠 5-10cm,并用树脂充分浸润);
- 树脂浸润:充分渗透,无干布气泡:优先选用低粘度树脂(如环氧改性树脂),采用 “真空导入、模压浸润” 或 “手工铺层 + 辊压排气” 方式,确保树脂充分渗透到 3D 织物的三维孔隙中;
- 手工操作时,树脂需缓慢倾倒,用专用辊筒从中心向边缘匀速压实,排出织物与树脂间的空气,避免干布、气泡;
- 3D 立体毡的孔隙率较高,可分多次涂抹树脂,确保浸润充分,含胶量控制在 40%-50%(含胶量过低影响粘结,过高增加板材重量);
- 缺陷遮盖:针对性补层(测试阶段适用):若测试阶段织物存在轻微折痕,可在对应区域额外增加一层薄玻纤布,既能遮盖折痕缺陷,又不影响整体性能;但正式生产需杜绝该方式,需从源头保证织物无缺陷。
3. 固化工艺:控制温湿度,保证结构稳定
固化过程需避免温度、压力波动导致的缺陷,核心要点如下:
- 固化参数:匹配树脂与织物特性:按树脂厂家推荐参数控制固化温度、时间和压力,如环氧树脂常规固化工艺为 “常温预固化 2-4 小时→60-80℃高温固化 4-6 小时”;压力控制在 0.3-0.5MPa(模压工艺),确保树脂与织物紧密结合,减少孔隙;
- 温湿度控制:固化环境温度保持在 20-28℃,相对湿度≤70%;低温高湿会导致固化速度变慢、树脂浸润不均,高温会导致树脂快速凝胶,无法充分渗透;
- 缓慢降温:避免应力开裂:固化完成后,需让板材在烘箱或模具中自然降温至常温(降温速度≤5℃/ 小时),避免快速降温导致板材内部产生应力,出现开裂、变形。
4. 后处理:精细加工,避免结构损伤
固化后的后处理需轻柔操作,防止破坏 3D 织物的三维结构:
- 切割:采用数控切割机或专用砂轮切割,切割速度均匀,避免暴力切割导致边缘纤维断裂、分层;
- 打磨:用 400-600 目水砂纸做湿磨,打磨至表面平整即可,避免过度打磨破坏表层纤维结构;
- 缺陷修补:若成品存在微小气泡、针孔,用专用修补树脂填充,固化后轻磨平整;若存在严重折痕、分层,需报废处理(无法通过修补恢复三维结构完整性)。

三、3D 立体织物板常见缺陷及规避方法
制作过程中易出现折痕、干布、气泡、分层等缺陷,需针对性规避,具体如下:
| 常见缺陷 | 核心成因 | 规避方法 |
|---|---|---|
| 表面折痕 | 织物折叠存放 / 运输;铺层时强行拉伸、挤压 | 卷管包装禁止折叠;铺层前低温热风抚平轻微折痕;严重折痕直接更换织物 |
| 树脂浸润不足(干布) | 树脂粘度偏高;铺层时未充分压实;织物孔隙未完全填充 | 选用低粘度树脂;分多次涂抹并辊压排气;真空导入工艺提升浸润效果 |
| 内部气泡 | 铺层时空气未排尽;树脂挥发速度过快;固化温度过高 | 匀速辊压排气;控制树脂挥发速度;采用真空袋辅助排气;合理设置固化温度 |
| 层间分层 | 织物定位移位;树脂含胶量过低;固化压力不足 | 铺层时固定织物位置;保证含胶量在 40%-50%;按工艺要求控制固化压力 |
| 边缘散丝 | 织物切割工具不当;后处理切割暴力 | 用超声波切割机切割;切割时沿纤维走向操作;边缘涂抹少量树脂密封 |
四、3D 立体织物板的适用场景与材料选型建议
1. 适用场景
- 高端工业构件:航空航天辅件、汽车结构件、无人机机架等,需高强度、抗分层的场景;
- 高端体育器材:滑雪板、冲浪板、自行车车架等,需轻量化、高抗冲击的场景;
- 特殊防护制品:防弹板材、防爆容器等,需三维结构整体性的场景。
2. 材料选型建议
- 纤维基材:根据性能需求选择 3D 立体毡(适配常规强度需求)、3D 机织物(适配高强度、高精度需求)、3D 编织物(适配复杂形状制品);
- 树脂体系:环氧树脂(适配高强度、高耐腐需求)、乙烯基树脂(适配耐候性、耐腐蚀性需求)、聚氨酯树脂(适配高韧性、抗冲击需求);
- 辅助材料:选用低粘度、高浸润性的树脂稀释剂,避免使用影响纤维结构的强溶剂。
五、常见问题解答
- 3D 立体织物板的折痕缺陷会影响力学性能吗?会。折痕会导致局部纤维受压变形、断裂,破坏 3D 织物的三维交织结构,使该区域的抗剪切强度、拉伸强度下降,同时成为应力集中点,后续使用中易从折痕处开裂;轻微折痕对性能影响较小,严重折痕会导致板材无法满足使用要求。
- 除了卷管包装,还有其他避免织物折痕的储存方式吗?可采用悬挂存放(适用于窄幅织物),将织物卷在专用挂杆上,避免堆叠、挤压;宽幅织物(宽度>1m)优先选用卷管包装,卷管两端用端盖固定,防止织物松散移位;储存环境需干燥通风,避免潮湿导致织物发霉、粘结。
- 3D 立体织物板制作时,能否用二维玻纤布替代部分 3D 织物降低成本?可在非核心受力区域少量替代,但需注意:二维玻纤布的层间结合力远低于 3D 织物,替代后板材的抗分层、抗冲击性能会下降;若制品对结构整体性要求高(如承重构件),禁止替代,需全程使用 3D 立体织物。
- 真空导入工艺制作 3D 立体织物板,需要注意什么?核心注意三点:一是真空袋需密封严密,避免漏气导致树脂浸润不足;二是树脂导入速度需缓慢(1-2L/min),确保树脂充分渗透三维孔隙;三是导流网、脱模布的铺设需覆盖整个织物表面,避免局部树脂堆积或导流不畅。
- 3D 立体毡环氧板固化后出现表面发粘,是什么原因?大概率是树脂固化不完全,核心成因包括:固化剂比例不足、固化温度过低、环境湿度超标;需按树脂厂家推荐比例精准调配固化剂,提升固化温度至工艺要求,控制环境湿度≤70%;若已出现发粘,可补涂少量固化剂,在 60℃下二次固化 2 小时。
- 小批量制作 3D 立体织物板,没有真空导入设备怎么办?可采用 “手工铺层 + 辊压排气 + 重物加压” 的简易工艺:铺层时用辊筒充分压实排出空气,固化阶段在板材表面覆盖均匀的重物(如钢板、沙袋),压力控制在 0.1-0.2MPa,同样能保证树脂浸润和固化效果;需注意重物分布均匀,避免局部压力过大导致织物变形。
- 3D 立体织物板的使用寿命与制作工艺相关吗?密切相关。规范工艺制作的板材(无缺陷、浸润充分、固化完全),使用寿命可达 10-15 年;若存在折痕、干布、分层等缺陷,会加速板材老化,在受力或环境变化时易出现开裂,使用寿命可能缩短至 3-5 年,甚至直接失效。