
本文全面介绍轻型 RTM(LRTM)工艺的定义、模具结构、成型原理、优势特点,对比传统 RTM 差异,并补充应用案例、操作要点与常见问题,为复合材料中小批量生产提供低成本闭模成型方案。
轻型 RTM 工艺简称 LRTM,也叫 RTM Light、ECO、真空辅助闭模成型,是目前中小批量复合材料制品最主流的低成本闭模成型工艺,广泛替代传统 RTM 与开模手糊工艺,适用于船舶、汽车、工业、医疗等需要双面光洁、尺寸精准的复合材料构件生产。
一、LRTM 工艺核心定义
LRTM 属于低压闭模成型工艺,采用一刚一柔的复合模具结构,配合真空辅助与低压注射,实现树脂快速浸润纤维,制品具备双面光滑、尺寸精度高、VOC 排放低等特点,是开模转闭模的首选方案。
二、LRTM 模具结构与特点
- 模具组成:上模为6–8mm 薄壳 FRP 柔性模,带刚性法兰边,无钢结构支撑;下模为刚性 A 面母模,保证产品外观面精度。
- 锁模方式:依靠真空 + 法兰压紧,无需大型液压锁模设备。
- 模具成本:仅为传统 RTM 金属 / 钢结构模具的1/3–1/5。
- 使用寿命:复合模具表面寿命有限,可采用可更换蒙皮延长寿命。
- 型腔压力:极低,通常小于 1bar,真空度约 – 0.5bar。
三、LRTM 工艺优势
- 成本极低:模具投入小、无需高压设备,适合中小批量。
- 环保安全:VOC 与苯乙烯排放大幅降低,符合环保政策要求。
- 效率提升:比开模手糊效率高300%–400%,人工成本更低。
- 产品优质:双面光洁,尺寸稳定,后处理工作量极少。
- 转型简单:可由手糊工艺快速升级,设备改动小。
四、LRTM 与传统 RTM 工艺对比
- 传统 RTM:中高压注射、模具刚性强、锁模设备复杂、成本高、适合大批量。
- LRTM:低压真空辅助、模具轻薄柔性、锁模简单、成本极低、适合中小批量。
- 生产率差距:传统 RTM 更快,但 LRTM 近年因模具与控制优化,差距持续缩小。
五、工艺原理与成型要点
- 注射压力:严格控制在1bar 以下,防止模具涨开、溢料、变形。
- 真空辅助:型腔保持恒定真空,辅助树脂流动、排除气泡。
- 树脂流速:不可过快,以低压、平稳、完全浸润为原则。
- 模具精度:必须切割精准、密封可靠、法兰平整,是稳定量产的关键。
- 适用场景:每班次3–5 模的中小批量产品最具性价比。
六、典型应用案例
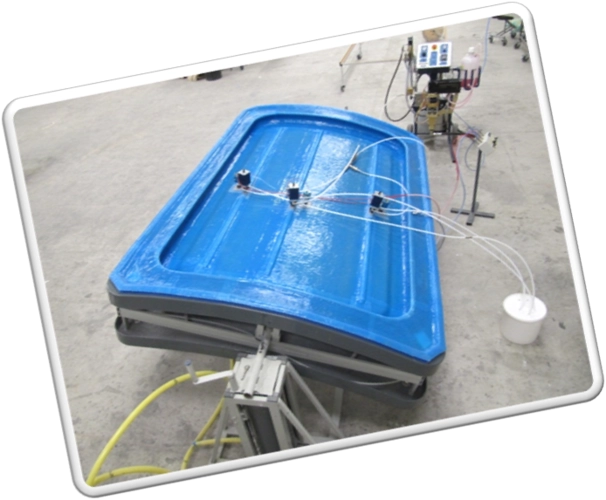
- 船舶配件:快艇舱盖、装饰件、座椅底板,双面光滑、强度稳定。
- 汽车部件:新能源汽车装饰盖板、内饰件、电池包外壳。
- 医疗设备:诊断设备外壳、支撑结构,尺寸精度高、外观美观。
- 工业壳体:风机罩、设备盖板、电器外壳,环保高效、一致性好。
- 建筑构件:装饰线条、轻质结构件,大批量生产性价比突出。
七、补充专业知识
LRTM 属于闭模低压灌注工艺,与 VARTM 真空灌注、传统 RTM、SMC/BMC 同属闭模体系。LRTM不使用一次性真空袋,上下模均可重复使用,耗材成本更低。环保政策对苯乙烯排放管控趋严,是 LRTM 快速普及的重要推动力。
八、常见问题解答
- LRTM 适合多大批量:中小批量,每班次 3–20 模最具优势。
- LRTM 产品是双面光滑吗:是,上下表面均为光洁成型面。
- 注射压力为什么必须低于 1bar:超过会涨模、溢料、变形,破坏产品与模具。
- LRTM 模具可以用钢模吗:可以,但会失去成本优势,一般只用 FRP 复合材料模。
- 手糊工厂能直接转 LRTM 吗:可以,改造少、上手快、人员易培训。
- LRTM 可以做碳纤产品吗:完全可以,适合碳纤维增强结构件与外观件。
- 模具寿命短怎么解决:采用可更换蒙皮模具,表面磨损后只换蒙皮。
九、总结
轻型 RTM(LRTM)是复合材料中小批量闭模成型的最优低成本方案,以低压、真空辅助、轻薄柔性模具为核心特点,兼具环保、高效、低成本、高质量优势,正在逐步替代传统 RTM 与开模手糊,成为船舶、汽车、医疗、工业等领域的主流成型工艺。





