本文详细讲解轻型 RTM(LRTM)的工艺原理、核心优势、生产效率、模具结构,并总结转型 LRTM 必须考虑的成本、设计、限制条件等关键事项,补充应用案例与常见问题,为企业从开模转向闭模成型提供清晰指导。
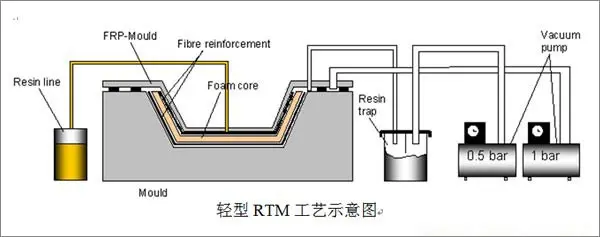
轻型 RTM(LRTM)即轻型树脂传递模塑,是一种低压闭模成型工艺,由刚性 A 面底模与半刚性 B 面副模组成,依靠真空密封合模,在负压与低压下将树脂注入型腔,固化后得到双面光洁的复合材料制品,是目前手糊转型闭模最常用的方案。
一、LRTM 工艺基本原理
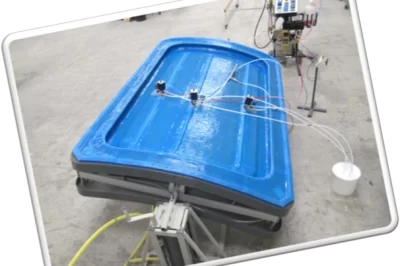
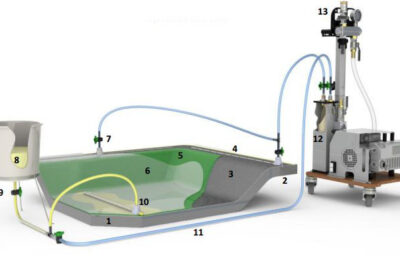
- 模具组成:刚性 A 面模具(产品外观面)+ 半刚性 B 面模具。
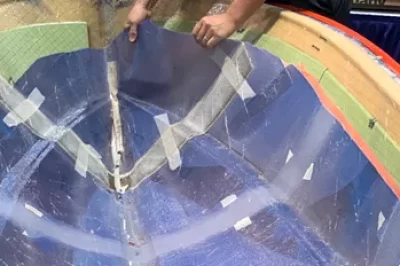
- 密封方式:真空压力密封,无需重型锁模设备。
- 注射压力:0.5~1 bar,可配合树脂泵加速注射。
- 成型方式:闭模、真空辅助、低压注射、双面同步成型。
- 脱模方式:固化后移除 B 模,从 A 模取出产品。
二、LRTM 核心优势特点
- 生产效率高:单套 B 模搭配多套 A 模,最快20 分钟 / 模。
- 人工成本低:流程标准化,用工数量少于手糊。
- 双面光洁面:产品 A、B 面均为光滑成型面。
- 尺寸稳定性强:闭模成型,壁厚均匀、变形小。
- 工艺可控性好:注射、真空、固化可稳定管控。
- 用料一致性高:树脂与纤维配比稳定,浪费少。
- 模具寿命长:模具结构合理,可长期批量使用。
- 环保无 VOC 排放:密闭体系,符合环保安全要求。
- 车间环境改善:无挥发、无粉尘、操作更安全。
三、LRTM 高效生产模式
- 配置方式:1 个 B 面模具 + 3 个 A 面模具循环使用。
- 生产效率:每小时最高可生产3 件产品。
- 流程优势:A 模移动流转,B 模固定注射,产能最大化。
四、转型 LRTM 必须考虑的要点
- 启动成本适中:高于真空灌注、真空袋工艺。
- 初始调试时间长:模具、密封、注射参数需要匹配优化。
- 不能做倒扣结构:不支持负拔模角产品。
- 产品厚度固定:模具确定后,壁厚不可随意更改。
- 玻纤树脂比例限制:纤维含量通常不超过 35%。
- 必须为工艺设计产品:不适合直接沿用开模产品结构。
- 模具专业性强:A 模需高温低收缩树脂,B 模为乙烯基酯半刚性结构。
五、典型应用
- 汽车内外饰件:双面光洁、批量稳定、效率高。
- 船舶舱盖与装饰件:尺寸稳定、强度均匀、耐水耐腐蚀。
- 医疗设备外壳:外观好、环保洁净、适合量产。
- 电气设备壳体:绝缘性好、精度高、一致性强。
- 通用工业配件:替代手糊,提升质量与效率。
六、专业知识
LRTM 属于RTM-Light 低压闭模体系,与 ZIP-RTM、VARTM 同属轻量化闭模路线。LRTM 最大特点是一刚一柔模具 + 真空锁模,兼顾成本与质量,是中小企业闭模转型首选。“为工艺而设计” 是 LRTM 成功的关键,不可直接套用开模结构。
七、常见问题解答
- LRTM 产品真的是双面光滑吗:是的,A、B 面同时为成型光洁面。
- LRTM 最快生产周期是多少:最优配置下可达20 分钟 / 模。
- 转型 LRTM 成本高吗:初期比手糊高,但批量后成本更低。
- LRTM 可以做带倒扣的产品吗:不可以,不支持负拔模。
- 纤维含量为什么不能超过 35%:受低压注射与浸润限制,过高易出现干斑。
- 旧手糊模具能直接改 LRTM 吗:不建议,结构与密封不匹配,成功率低。
- LRTM 适合小批量生产吗:适合,中小批量性价比最高。
八、总结
轻型 RTM(LRTM)是高效、环保、低成本的闭模成型工艺,具备双面光滑、效率高、尺寸稳、无 VOC 等优势。转型时必须关注启动成本、模具设计、产品结构、拔模角度、壁厚固定、纤维比例六大要点,坚持 “为工艺设计产品”,可实现质量、效率、成本的全面提升。