本文详细介绍 RTM、LRTM、真空灌注三类闭模成型工艺的固化剂选用逻辑、固化系统搭配、放热控制要点及 Andonox/Norox 系列固化剂参数,补充不同工艺选型规则、应用案例与常见问题,为闭模成型树脂固化体系提供完整参考。
RTM 树脂传递模塑是闭模成型中效率高、外观好、环保性强的主流工艺,适用于聚酯、乙烯基酯、丙烯酸树脂等热固性材料,可室温或高温固化。有机过氧化物作为固化引发体系,直接决定凝胶速度、放热峰值、固化程度与产品质量,不同闭模工艺必须匹配对应固化剂。
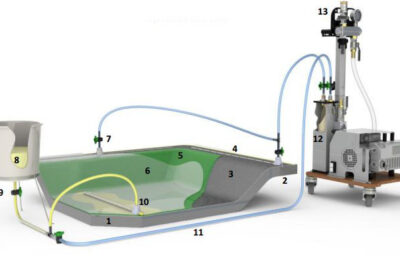
一、RTM 闭模成型基本工序
- 模具清洗与准备
- 胶衣喷涂与固化(可选)
- 铺放增强纤维与芯材
- 闭合模具并密封
- 树脂与引发剂混合注入型腔
- 树脂固化反应
- 产品脱模与修整
二、三类 RTM 工艺特点与固化剂要求
- 标准 RTM 工艺模具类型:刚性金属模,带温控系统注射方式:高压注射生产规模:500–5000 件 / 年适用产品:汽车 A 级面、高光洁度零件固化剂要求:快速凝胶、快速固化、高放热峰
- 轻型 RTM(LRTM)工艺模具类型:FRP 复合模,低压真空注入生产规模:100–1000 件 / 年模具特性:对高放热敏感固化剂要求:凝胶适中、固化快、放热可控
- 真空箔注入 / 真空袋工艺模具类型:GRP 阴模 + 真空袋适用制品:厚度 2–30mm 大尺寸构件特点:注射时间长、模具不耐高温固化剂要求:长凝胶时间、低放热峰、厚薄均匀固化
三、闭模成型两大固化系统
- 室温固化系统(20–40℃)
- 体系 1:MEKP 过氧化甲乙酮 + 钴促进剂
- 体系 2:AAP 乙酰丙酮过氧化氢 + 钴促进剂
- 体系 3:BPO 过氧化苯甲酰 + 芳香胺
- 体系 4:CHP+MEKP/AAP 混合体系(低放热)适用场景:通用制品、厚制品、复合材料模具
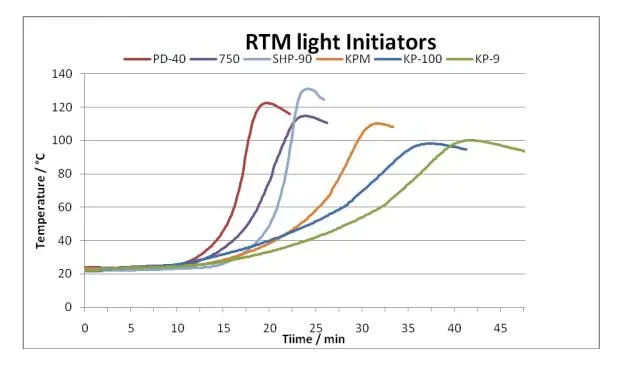
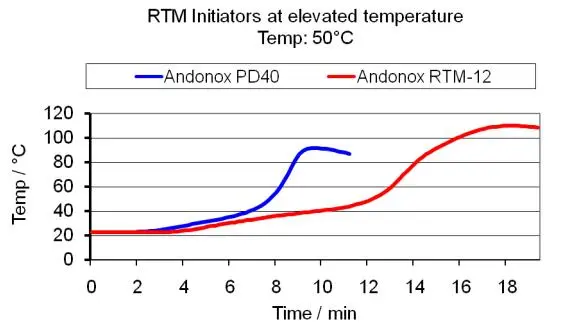
- 高温固化系统(40–80℃)适用产品:汽车部件、低收缩高表面制品推荐体系:酮过氧化物 + 过酸酯双引发剂优势:固化完全、残留苯乙烯低、表面质量高注意:必须配合钴促进剂与足够活化温度
四、固化剂选型关键判断依据
- 树脂类型(聚酯 / 乙烯基酯 / 丙烯酸)
- 模具材质(金属 / FRP 复合)
- 制品厚度与铺层结构
- 室温 / 高温固化条件
- 注射时间与生产节拍
- 放热峰控制要求
- 表面质量与尺寸精度需求
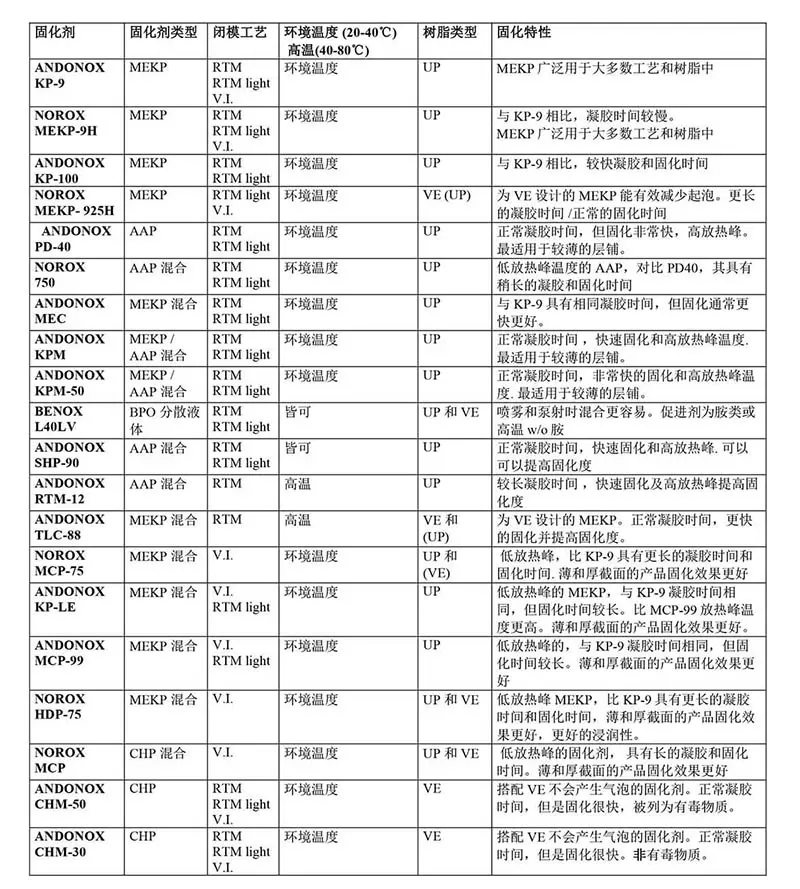
五、Andonox/Norox 固化剂核心特点
- 低含量 MEKP:工作时间长,适合薄层制品
- MEKP/CHP、AAP/CHP 混合:低放热、长操作期,适合厚截面
- L40LV:适用于输送泵与直接注射系统
- MEC:相容性优异,易混合,适合短管注入
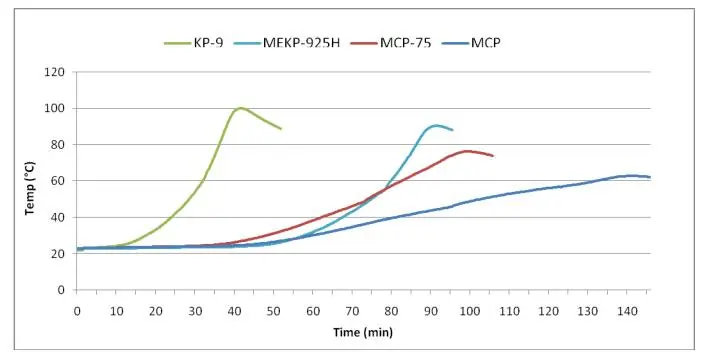
- 高活性型号:凝胶快、放热高,适合快速量产
六、典型应用案例
- 汽车 A 级面板:标准 RTM + 高温双引发体系,表面优异
- 船舶壳体:真空灌注 + 低放热混合固化剂,防烧模、防变形
- 工业壳体:LRTM + 中速 MEKP,兼顾效率与模具安全
- 厚截面夹层构件:CHP 混合固化剂,放热温和、全域固化均匀
- 快速量产小件:高活性 KP 系列,短凝胶、快脱模、高产能
七、补充专业知识
凝胶时间≠可操作时间,闭模需足够操作时间 + 后期快速固化。厚制品、高树脂含量易出现过高放热,会导致开裂、收缩、烧模,必须选用低放热型固化剂。高温 RTM 单用 MEKP 易固化不完全,双引发体系更稳定。
八、常见问题解答
- 标准 RTM 与 LRTM 固化剂可以通用吗:不建议,放热与活性不匹配易出缺陷
- 厚制品为什么必须用低放热固化剂:防止过热开裂、变形、烧坏模具
- 高温 RTM 为什么要用双引发剂:提升固化度、降低残留、提升表面质量
- 真空灌注为什么需要长凝胶时间:树脂流动距离长,需要足够浸润时间
- 固化剂加量越多固化越快吗:过量易导致爆聚、开裂、发黄、脆性大
- 乙烯基酯树脂能用普通 MEKP 吗:可以,但建议用高活性或专用型号
- 放热峰过高最严重后果是什么:损坏 FRP 模具、产品开裂报废
八、总结
闭模成型的有机过氧化物选择必须按工艺定类型、按厚度控放热、按温度配体系。标准 RTM 追求高速高放热,LRTM 追求可控快速固化,真空灌注追求长操作与低放热。合理选用固化剂可提升生产效率、保证产品外观、保护模具、降低不良率。