本文清晰说明 LRTM 与 ZIP‑RTM 两种闭模工艺在模具结构、控制精度、生产效率、适用场景上的核心差异,补充工艺原理、优势特点、应用案例与常见问题,帮助企业快速选择适合的复合材料成型方案。
LRTM 与 ZIP‑RTM 都属于轻型低压闭模成型工艺,但 ZIP‑RTM 在模具强度、工艺控制、温控系统、多模腔作业上做了全面升级,是更精密、更高产的进阶版本,适合对一致性与效率要求更高的生产场景。
一、核心区别总览
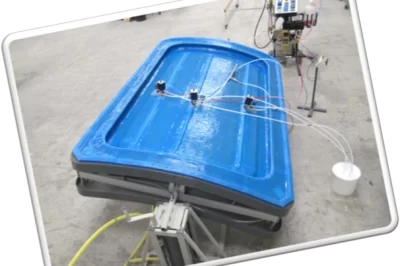
- 工艺控制:ZIP‑RTM 具备精准压力控制 + CTM 型腔厚度实时监测,LRTM 为常规真空辅助控制。
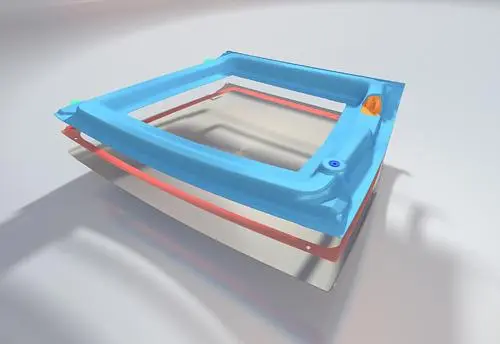
- 模具结构:ZIP‑RTM 模具更坚固,寿命更长;LRTM 为简易柔性上模。
- 模腔配置:ZIP‑RTM 支持多型腔蒙皮并行作业;LRTM 多为单型腔模式。
- 温控系统:ZIP‑RTM 可加热底座控温;LRTM 通常为室温成型。
- 生产效率:ZIP‑RTM 可多工位并行,效率显著高于 LRTM。
- 胶衣方式:ZIP‑RTM 支持离线预成型胶衣;LRTM 多为在线喷涂。
二、ZIP‑RTM 工艺特点与优势
- 精密控压:注射压力全程精确控制,避免涨模、溢料、型腔变形。
- CTM 传感器:实时监控型腔厚度,保证产品厚度均匀稳定。
- 多型腔蒙皮:可配置多套模皮,胶衣、铺纤、注射同步进行,大幅提升产量。
- 加热底座:可对模具底座加热,稳定固化温度,减少气泡与针孔。
- 离线胶衣:胶衣可在模具外常温预固化,降低半径孔隙、脱粘风险。
- 模具寿命更长:结构更强、受力更均匀,模具使用寿命高于标准 LRTM。
三、LRTM 工艺特点与定位
- 结构简单:一刚一柔模具,成本低、易制作。
- 低压真空:依靠真空与低压注射,设备投入小。
- 单型腔为主:一次只能生产一件,适合中小批量。
- 室温作业:一般不配置加热系统,依赖环境温度。
- 成本优势:投资低、上手快,适合手糊转型入门。
四、多型腔蒙皮工作逻辑(ZIP‑RTM 专属)
ZIP‑RTM 采用可替换型腔蒙皮模式,一套主机可配多套蒙皮:
- 1 号蒙皮在加热区进行注射固化。
- 2 号蒙皮在离线区进行胶衣预固化。
- 3 号蒙皮在铺纤区进行纤维铺放。各工序同步进行,产能可成倍提升。
五、应用案例
- 汽车内外饰件:ZIP‑RTM 量产稳定、效率高,适合连续供货。
- 高端医疗外壳:ZIP‑RTM 厚度均匀、外观好,尺寸精度高。
- 船舶轻量化构件:LRTM 成本低,适合小批量、多品种。
- 新能源电池壳体:ZIP‑RTM 控温精准,产品一致性极强。
- 通用工业配件:LRTM 投入少、见效快,适合初期试产。
六、专业知识
ZIP‑RTM 可理解为强化版、高精度、高产版 LRTM。
两者都属于RTM Light大类,都使用柔性上模 + 真空辅助,都低于 1bar 低压成型。
ZIP‑RTM 的CTM 型腔厚度控制是行业内高精度闭模的标志性技术。
七、常见问题解答
- ZIP‑RTM 和 LRTM 哪个成品质量更好:ZIP‑RTM 精度更高、厚度更均匀、外观更稳定。
- ZIP‑RTM 模具更贵吗:是的,模具更坚固、带控温与传感器,成本高于 LRTM。
- 小批量适合用 ZIP‑RTM 吗:不推荐,LRTM 投资更低、更灵活。
- ZIP‑RTM 可以做胶衣面产品吗:非常适合,支持离线预成型胶衣,缺陷更少。
- LRTM 能升级成 ZIP‑RTM 吗:可以,通过强化模具 + 增加控压 / 控温 / 多蒙皮实现升级。
- 哪种更适合碳纤维制品:ZIP‑RTM更适合高端碳纤件,LRTM 适合一般碳纤件。
- ZIP‑RTM 的多型腔能提高多少效率:根据配置不同,效率可提升 50%–200%。
八、总结
LRTM 是低成本、入门级轻型闭模工艺,适合中小批量、低投入场景。
ZIP‑RTM 是高精度、高产、长寿命的进阶工艺,在控压、控温、多型腔、效率上全面领先,适合高质量、大批量、高一致性要求的产品。