本文明确回答芯材可用于 RTM 与 LRTM 成型件,并详细说明不同工艺对芯材密度、类型、强度的要求,对比压力差异与适配范围,补充使用要点、应用案例和常见问题,为夹层结构复合材料生产提供规范参考。
芯材完全可以模压嵌入 RTM 和 LRTM 成型件中,这是制作轻质高强夹层结构复合材料的常用方式。RTM 与 LRTM 的型腔压力不同,对芯材的密度、抗压强度要求也不同,合理选择芯材可保证产品不变形、不漏树脂、尺寸稳定。
一、RTM 工艺芯材使用要求
RTM 属于中高压注射成型,注射压力较高,容易压塌低密度芯材。
- 适用芯材:泡沫芯、木质芯等结构芯材。
- 最低密度要求:≥5 磅 / 立方英尺。
- 注意事项:必须选用抗压强度足够的芯材,避免被注射压力压溃、变形。
二、LRTM 与 ZIP RTM 工艺芯材使用要求
LRTM 与 ZIP RTM 为真空辅助低压闭模成型,型腔压力极低,对芯材更友好。
- 适用芯材:低密度泡沫、轻木、结构泡沫等。
- 最低密度要求:可低至2.3 磅 / 立方英尺。
- 优势:低压环境不易压塌芯材,可选用更轻、更经济的芯材。
三、芯材使用关键要点
- 必须使用内芯结构,提前放置在模具型腔内部。
- 芯材与模具的配合精度直接影响产品尺寸稳定性与成型一致性。
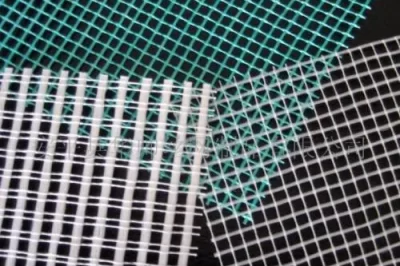
- 芯材表面需做导流设计,保证树脂能顺利渗透、浸润纤维与芯材界面。
- 低密度芯材必须配合低压工艺,避免压塌导致壁厚不均、内部凹陷。
四、常用适配芯材类型
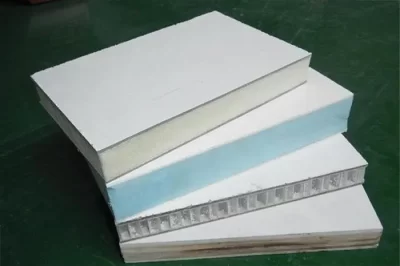
- 结构泡沫芯:PVC 泡沫、PET 泡沫、PMI 泡沫,轻量化、强度高、适配闭模。
- 轻木芯:重量轻、刚性好,适合船舶、风电等结构件。
- 复合芯材:蜂窝芯、玻纤加强泡沫芯,用于高刚度要求产品。
五、典型应用案例
- 船舶夹层构件:LRTM 工艺嵌入低密度泡沫芯,实现轻量化与高浮力。
- 汽车结构件:RTM 工艺使用高密度泡沫芯,保证强度与尺寸精度。
- 风电配件:LRTM 成型搭配轻木芯,提升刚性并降低整体重量。
- 工业壳体:ZIP RTM 使用低密度泡沫芯,产品轻薄且不易变形。
- 轨道交通构件:闭模成型嵌入结构芯,满足防火、轻量化、高强度要求。
六、补充专业知识
RTM 压力通常在2–10bar,LRTM 压力一般 **<1bar**,压力越低对芯材越宽容。芯材在闭模中主要作用是轻量化、提高刚度、隔音隔热、增加截面模量。低压工艺(LRTM)是夹层结构最理想的成型方式之一,良品率更高、成本更低。
七、常见问题解答
- 低密度泡沫可以用在 RTM 里吗:不建议,RTM 压力高,易压塌变形。
- LRTM 最低能用多轻的芯材:可使用密度低至2.3 磅 / 立方英尺的泡沫芯。
- 芯材放入模具后还需要铺纤维吗:需要,芯材上下通常铺放增强纤维层。
- 芯材配合精度不高会怎样:导致产品壁厚不均、尺寸偏差、局部缺胶。
- 轻木芯适合 LRTM 吗:非常适合,低压环境不会压坏轻木,刚性强。
- RTM 和 LRTM 芯材可以通用吗:不建议,需按工艺压力匹配对应密度。
- 闭模成型芯材会漏树脂吗:合理设计导流与密封,可避免漏树脂问题。
八、总结
芯材可以顺利用于 RTM、LRTM、ZIP RTM 等闭模成型件中。RTM 高压工艺需用高密度芯材,LRTM 低压工艺可使用极低密度芯材。芯材的精度、强度、适配性直接决定产品质量,选用时必须匹配对应成型压力,以保证夹层结构稳定、轻量化、高强度。