本文核心介绍了制造玻璃钢制品的封闭模具与 RTM 模具两大封闭型模具技术的核心特征,对比了二者在工艺、树脂注入方式等方面的关键差异,并说明模具选型需结合制品要求、生产规模等实际因素综合考量。
封闭模具和 RTM 模具均为制造复杂结构玻璃钢制品的封闭型模具技术,二者核心围绕模具密封空腔成型展开,但在树脂注入方式、工艺操作、设备要求等方面存在显著差异,适配的生产场景与制品需求也各有不同,以下从两类模具的核心特点、核心区别、选型要点等方面详细说明,同时补充相关专业知识与常见问题。
一、封闭模具核心特点
封闭模具是由多部分组合形成密封空腔的模具系统,核心通过空腔结构控制树脂流动,属于玻璃钢制品制造中基础的闭模成型工艺,常见类型包含层压模具、真空包装模具、压力包装模具等。
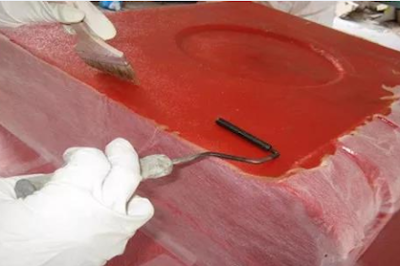
- 填料方式:采用手工或机械装填的方式,将树脂与玻璃纤维增强材料提前混合后,整体放置于模具空腔内;
- 树脂充实:依靠手工压实或振动的方式,让树脂充分充满整个模具空腔,完成纤维增强材料的浸润;
- 工艺操作:整体操作流程简单,无需复杂的辅助设备,对操作场地和技术人员的专业要求相对较低。
二、RTM 模具核心特点
RTM 模具即树脂传递模塑模具,是闭模成型工艺中精细化的注射型模具技术,同样由两个或多个模具部分组成密闭空腔,核心特征是配备专用的树脂注射系统,依靠压力实现树脂的精准注入与浸润。
- 填料方式:先将预成型的玻璃纤维增强材料单独放置在模具空腔中,树脂不提前与纤维混合;
- 树脂充实:通过模具专属的注射系统,在封闭空腔中施加压力,将树脂强制注入,利用压力推动树脂充分浸润纤维增强材料,确保树脂在纤维中均匀分布;
- 工艺操作:注射过程可实现精准控制,树脂的注入量、注入速度均可通过设备调节,对制品成型的可控性更高。
三、封闭模具与 RTM 模具核心区别
- 树脂注入方式:封闭模具为手工 / 机械提前混合装填,树脂与纤维混合后整体入模;RTM 模具为压力式单独注射,纤维先入模、树脂后通过设备加压注入,二者无提前混合步骤;
- 制品成型质量:RTM 模具依靠压力注射,树脂对纤维的浸润度更高、分布更均匀,制品的树脂充实度更好,成型后玻璃钢制品的结构强度、表面平整度、尺寸精度均优于封闭模具制品;封闭模具受手工 / 机械压实限制,易出现树脂分布不均、局部缺料等问题,制品质量一致性较差;
- 设备与模具要求:封闭模具结构简单,无需专用辅助设备,模具制造成本低;RTM 模具需要设计专用的树脂注射系统,模具结构更复杂,同时需配套注射加压设备,设备投入和模具制造成本更高;
- 适配生产场景:封闭模具工艺简单,适合小批量生产、形状相对简单的玻璃钢制品,也适用于生产规模小、设备投入有限的企业;RTM 模具可控性强、制品质量高,适合大批量生产、结构复杂的玻璃钢制品,适配对制品质量和尺寸精度有高要求的生产场景。
四、玻璃钢模具选型核心考量因素
选择封闭模具或 RTM 模具,需结合生产实际需求综合判断,核心考量以下 4 点:
- 制品复杂性:结构简单、曲面少的制品可选用封闭模具;结构复杂、异形部位多、尺寸精度要求高的制品优先选用 RTM 模具;
- 质量要求:对玻璃钢制品的强度、表面质量、内部密实度无过高要求的,封闭模具即可满足;高端装备、工业配件等对制品质量一致性要求高的场景,需选用 RTM 模具;
- 生产规模:小批量、定制化生产选封闭模具,模具和工艺的灵活性更高;大批量、标准化生产选 RTM 模具,可通过自动化注射提升生产效率,降低单位制品的生产成本;
- 设备与技术能力:企业无专用成型设备、技术人员专业度一般的,适合封闭模具;具备模具设计、注射设备操作能力,且有一定设备投入预算的,可选用 RTM 模具。
五、相关专业知识补充
- 闭模成型工艺优势:封闭模具和 RTM 模具均属于闭模成型,相较于开模成型,闭模工艺可减少树脂挥发,降低生产过程中的有害物质排放,同时能有效控制制品的树脂含量,提升玻璃钢制品的整体性能;
- RTM 模具的技术延伸:在基础 RTM 模具的基础上,衍生出真空辅助 RTM(VARTM)模具,通过增加真空系统进一步提升树脂浸润效果,适配更大型、更复杂的玻璃钢制品制造,如风电叶片、船舶外壳等;
- 封闭模具的工艺优化:普通封闭模具可增加简易真空装置,升级为真空包装模具,通过真空负压辅助树脂充实,一定程度上提升制品质量,弥补纯手工压实的不足,且无需大幅增加设备投入。
六、常见相关问题解答
1. 小型玻璃钢制品生产,选封闭模具还是 RTM 模具更划算?
优先选封闭模具,小型制品结构简单,封闭模具可满足基本质量要求,且模具和设备投入低,小批量生产下的综合成本更低,生产灵活性也更高。
2. RTM 模具制造的玻璃钢制品,是否后续无需再进行加工处理?
RTM 模具成型的制品尺寸精度高、表面平整度好,大部分情况下无需进行大量后续打磨、修整,仅需简单的边角处理即可;而封闭模具制品因易出现表面不平整、尺寸偏差,后续加工量相对更大。
3. 封闭模具和 RTM 模具能否通用制作同一种玻璃钢制品?
多数情况下可以,但制品质量和生产效率差异较大。同一种制品用封闭模具生产,工艺简单但质量一致性差;用 RTM 模具生产,质量更优但前期模具和设备投入高,适合需要标准化批量生产的场景。
4. RTM 模具对树脂类型有要求吗?
有要求,RTM 模具的注射工艺需要树脂具备低粘度、良好的流动性,才能在压力下快速浸润纤维增强材料,常见的适配树脂有环氧树脂、不饱和聚酯树脂等,高粘度树脂需进行降粘处理后才能使用。
5. 封闭模具的生产效率如何提升?
可通过优化填料方式,将手工装填改为机械自动化装填,减少人工操作时间;同时对模具进行预热处理,提升树脂固化速度,缩短制品成型周期,在不增加设备大幅投入的前提下提升生产效率。