
本文围绕玻璃钢模具制作的核心前置工序原模制作展开,讲解原模的材料选型、表面质量把控、尺寸收缩补偿及模具代数翻制等关键细节,同时补充原模制作的专业工艺规范与常见问题解决方案,为打造高品质玻璃钢模具奠定原模基础。


一、原模制作的核心原则
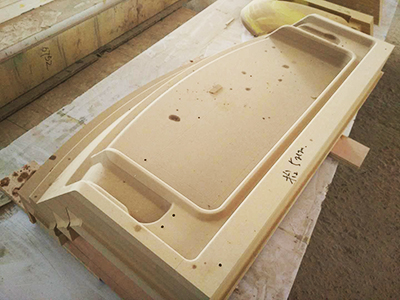
原模是玻璃钢模具制作的基础,其表面质量、尺寸精度直接决定后续模具乃至成品的品质,原模的所有缺陷都会被模具复制并放大,因此制作需遵循高表面精度、结构坚固、尺寸预补偿、适配翻模需求的核心原则,优质原模是打造高品质玻璃钢模具的前提。
二、原模制作的材料选型技巧
原模可选用的材料种类繁多,不同材料的性能、加工难度、适配场景差异显著,需根据模具制作数量、表面质量要求、翻模工艺综合选择,同时兼顾材料的加工性与耐用性。
(一)常用原模材料及基础特性
- 木质类(大芯板、中纤板 MDF、三聚氰胺面薄板):加工难度低、成本低,适合小批量、简易模具的原模制作,需做树脂封层处理防止吸潮变形。
- 石膏类:易塑形、细节还原度高,适合复杂造型原模的初胚制作,缺点是强度低、易破损,仅适用于单次翻模的简易原模。
- 发泡类(聚氨酯发泡、PVC 泡沫):质轻、易雕刻,适合大型异形原模制作,需做表层加固与封层处理,提升表面硬度。
- 树脂类(聚酯树脂、环氧树脂):表面光洁度高、强度好,可与玻纤搭配制作玻璃钢原模,是批量翻模原模的优选材料。
- 复合类(外表涂覆树脂的木头):结合木质材料的加工性与树脂的表面性能,兼顾成本与质量,适合中小批量翻模需求。
(二)材料选型的核心依据
- 模具制作数量:仅制作 1-2 个模具,可选用木质、石膏、发泡类低成本材料;需制作多个量产模具,必须选用玻璃钢材料制作原模,其结构坚固、耐翻模磨损,能保证多次翻模后的尺寸与表面精度。
- 表面质量要求:对模具表面光洁度要求高时,优先选用环氧树脂、聚酯树脂或玻璃钢材料,配合易打磨胶衣做表层处理;简易模具可选用木质 + 树脂封层的组合方式。
- 造型复杂程度:复杂异形造型优先选用石膏、聚氨酯发泡等易塑形材料做初胚,再做树脂封层与精磨;简单规则造型可直接选用木质、玻璃钢材料加工。
三、原模表面质量的把控要点
原模表面需达到坚硬、有光泽、无划痕、无针孔、无凹凸的标准,任何表面缺陷都会被模具复制,后续修正需耗费大量工时,核心把控要点如下:
- 选用易打磨胶衣作为原模表层涂层,既能提升原模表面光洁度,又能降低后期打磨抛光的工作量,胶衣喷涂厚度控制在 0.4-0.6mm,固化后打磨至镜面效果(砂纸目数≥800 目)。
- 原模成型后需进行多道打磨与抛光,粗磨用 180-400 目砂纸,精磨用 600-1200 目砂纸,最后用抛光膏做镜面抛光,确保表面无任何加工痕迹。
- 原模表面需做封孔处理,对木质、发泡类多孔材料,提前用树脂腻子填补孔隙,再做封层处理,防止翻模时树脂渗入原模导致脱模困难。
- 原模制作完成后需放置在无尘环境中,避免粉尘、油污污染表面,影响翻模效果。
四、原模的尺寸收缩补偿设计
树脂固化过程中会产生自然收缩,导致制作出的模具及成品比原模稍小,针对有精确尺寸要求的部件,需在原模制作阶段进行预放大设计,抵消树脂收缩带来的尺寸偏差,核心补偿规范如下:
(一)常规收缩补偿经验值
室温下固化的聚酯树脂,当玻纤增强重量比为 25% 时,直线每一英尺的收缩量为 1/32 英寸,这是行业通用的基础补偿依据。
(二)不同材料的收缩差异
胶衣的收缩率远高于玻纤增强树脂,会导致模具的胶衣面出现更大的弯凹变形,因此原模的胶衣对应面需做额外的弧度补偿。
(三)平坦表面的弧度补偿
原模上较大的平坦表面,需设计为轻微拱起的形态,避免模具固化收缩后出现凹面变形,小板状原模的通用补偿标准为每线性英尺凸起 1/4 英寸,大尺寸平坦表面可根据实际情况适当调整拱起弧度。
(四)收缩补偿的影响因素
原模的精确放大量需结合模具树脂类型、玻纤含量、生产环境温度、翻模代数综合确定:树脂收缩率越大、玻纤含量越低,预放大比例越高;生产温度越低,固化收缩越大,需适当增加补偿量;翻模代数越多,尺寸累积收缩越大,原模预补偿需考虑后续翻模的收缩偏差。
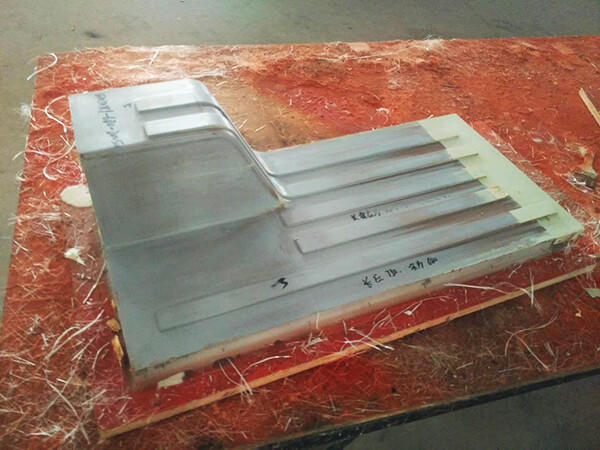
五、原模的翻模代数与零模应用
(一)翻模代数的定义与特性
术语 “代” 指原模翻制成生产模具的次数,核心特性为每下一代模具会比上一代稍小,尺寸缩小的具体数值由使用的树脂材料、玻纤含量、施工工艺决定,且缺陷会随翻模代数增加而放大。
- 第一代模具:直接由原模翻制而成的生产模具,尺寸精度最高、表面缺陷最少,是量产的优选模具。
- 第二代模具:由原模翻制的副模再翻制而成的生产模具,存在一定的尺寸收缩与缺陷放大,适用于小批量生产。
(二)零模(过渡模)的设计与应用
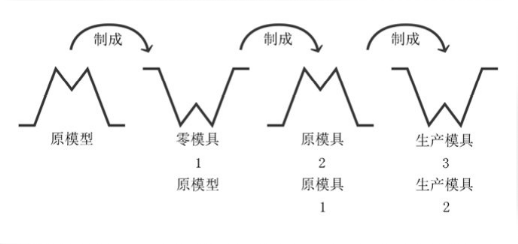
当原模的几何形状与成品部件的形状为镜像关系,直接翻模无法得到符合要求的生产模具时,需制作零模(过渡模) 作为中间过渡,零模是原模与生产模具之间的桥梁,核心应用规范如下:
- 零模由原模直接翻制而成,为第一代模具,其几何形状与原模呈镜像关系,与成品部件形状一致。
- 由零模翻制得到原模具(第二代模具),再由原模具翻制出所有量产的生产模具(第三代模具),确保生产模具的几何形状与成品要求完全匹配。
- 零模可有效解决镜像造型的翻模难题,同时能通过打磨、抛光去除原模带来的表面印痕,提升后续生产模具的表面质量。
六、原模翻模的印痕缺陷处理
原模材料在翻模过程中,会因成型放热、热容量差异、热膨胀、固化收缩、胶衣软化等因素,在生产模具表面留下可见的条纹状装饰性缺陷,该缺陷被称为印痕,需通过针对性工艺处理,核心解决方法如下:
- 零模打磨处理:印痕缺陷可在零模阶段通过湿磨、抛光的方式彻底去除,零模是印痕处理的最佳阶段,处理后可避免缺陷传递到后续的生产模具中。
- 不同部位的打磨技巧:原模的外部凸形边缘 / 角落比内部凹形部位更易打磨,处理效率更高;若原模的内部凹形部位存在缺陷,可通过翻模将其转化为后续模具的外部凸形部位,再进行打磨去除,降低处理难度。
- 原模表层优化:在原模制作阶段,选用热膨胀系数低、固化收缩小的树脂材料做表层,同时控制原模的固化温度,减少成型放热带来的热变形,从根源上降低印痕缺陷的产生概率。
七、原模制作的前期准备与工艺规范
(一)施工环境要求
原模制作需在无尘、温湿度稳定、通风良好的环境中进行,温度控制在 20-25℃,相对湿度≤70%;避免在大风、高温、高湿环境中施工,防止原模表面出现粉尘污染、固化不均、返潮变形等问题。
(二)加工工具准备
根据选用的原模材料准备适配工具:木质材料需准备电锯、刨床、砂纸机;发泡材料需准备热熔切割器、雕刻刀;树脂类材料需准备喷涂枪、搅拌桶、刮板;同时准备不同目数的砂纸、抛光膏、树脂腻子等辅助材料。
(三)尺寸定位与放样
制作有精确尺寸要求的原模前,需先进行 CAD 放样或手工放样,确定关键尺寸与造型弧度,制作定位基准线,确保原模的尺寸精度与造型一致性;异形原模可制作样板,按样板进行加工,减少造型偏差。
八、玻璃钢原模制作常见问题及解决方案
(一)原模表面出现孔隙、凹凸不平
- 常见原因:木质 / 发泡类多孔材料未做封孔处理;树脂腻子填补不平整;打磨抛光工序不到位。
- 解决方案:提前用树脂腻子填补原模所有孔隙,干燥后打磨平整;按 “粗磨 – 精磨 – 抛光” 的工序逐步处理,精磨后砂纸目数不低于 600 目;表面喷涂易打磨胶衣,固化后再做镜面抛光。
(二)原模翻模后模具尺寸偏差过大
- 常见原因:未做树脂收缩预补偿;原模固化不均导致变形;翻模时树脂与玻纤配比不合理。
- 解决方案:根据树脂类型与玻纤含量计算精确的预放大比例,在原模制作阶段进行尺寸补偿;原模固化时控制环境温度,大型原模采用分段固化方式,避免温度骤变导致变形;严格按照工艺要求控制树脂与玻纤的配比,减少模具固化收缩。
(三)原模表面印痕缺陷传递到模具
- 常见原因:原模表层材料热膨胀系数大;固化过程中放热不均;零模阶段未做印痕打磨处理。
- 解决方案:选用热膨胀系数低、固化收缩小的环氧树脂做原模表层;控制原模固化速度,避免局部放热过高;零模成型后及时进行湿磨与抛光,彻底去除印痕缺陷后再进行后续翻模。
(四)原模强度低,翻模时出现破损
- 常见原因:小批量翻模材料选用不当(如纯石膏、未加固的发泡材料);原模结构未做加强设计;翻模时脱模方式不当。
- 解决方案:需多次翻模的原模必须选用玻璃钢材料制作;大型原模内部增加木质或金属骨架做加强,提升结构刚性;翻模时采用专用脱模剂,脱模时均匀施力,避免局部受力过大导致原模破损。
(五)原模平坦表面翻模后出现凹面变形
- 常见原因:原模未做拱起弧度补偿;胶衣收缩率过大未做额外补偿。
- 解决方案:原模平坦表面按每线性英尺凸起 1/4 英寸的标准设计拱起弧度;胶衣对应面适当增加拱起量,抵消胶衣的高收缩率带来的变形。
九、原模的后期保养与存放要求
- 原模制作完成后,表面需涂抹一层专用保护蜡,防止表面氧化、刮花,提升耐磨损性。
- 原模需放置在平整、干燥的地面上,大型原模需做专用支架支撑,避免因受力不均导致变形。
- 存放环境需保持无尘、通风,避免阳光直射与高温烘烤,防止树脂表层老化、开裂;同时避免与尖锐硬物接触,防止表面划伤。
- 原模使用后及时清理表面的脱模剂、树脂残留,用干净的棉布擦拭干净,再涂抹保护蜡,延长使用寿命。





