
本文介绍了代木模具表面刻线的 CNC 机床直接刻划和数控样板辅助手工刻划两种核心方法,针对不同设备、模具结构的刻线难点给出解决思路,同时补充刻线相关专业工艺、工具选择及常见问题处理,保障代木模具刻线的精确度与实用性。
代木模具凭借良好的加工性能、成型精度,成为复合材料制品生产中常用的模具类型,表面刻线是其加工的关键工序,刻线的精准度直接影响后续制品的成型质量与装配效果,需根据模具结构、设备条件选择适配的刻线方式,下文将详细讲解刻线方法,并补充相关专业知识与问题解决办法。
一、代木模具表面两种核心刻线方法
代木模具表面刻线主要分为机械自动化刻划和手工辅助刻划两类,核心根据模具型腔结构、刻线位置及加工设备的适配性选择,两种方法均能保证刻线的精准度,具体操作如下:
1. CNC 机床直接刻划法
这是代木模具表面刻线的主流方法,适用于模具平面、常规型腔深度及易加工位置的刻线需求,绝大多数代木模具的刻线工序均可通过该方式完成。
借助 CNC 数控机床的自动化控制,能实现刻线轨迹、深度、宽度的精准设定,加工效率高、刻线一致性好,可有效避免人工操作的误差,是三轴及以下常规 CNC 机床加工范围内的最优选择。
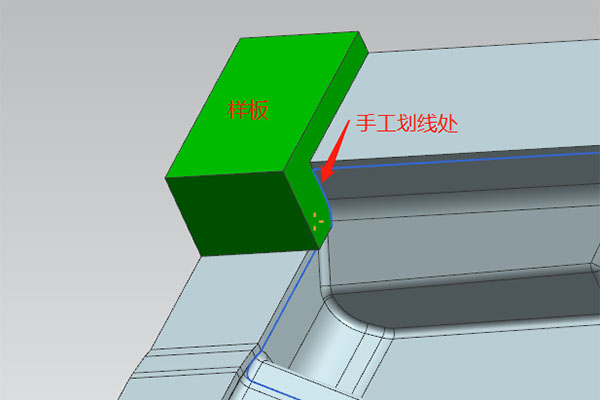
2. 数控样板辅助手工刻划法
该方法为补充刻线方式,适用于产品型腔较深、刻线位置在模具侧面,导致 CNC 机床的机头或刀具空间周转受限,无法直接进行机械刻划的场景。
- 先制作与刻线轨迹精准匹配的数控样板,保证样板的尺寸精度与限位效果;
- 将数控样板紧密扣合在模具需要刻线的区域,做好固定防止偏移;
- 以样板为限位参照,进行手工刻划操作,手工刻线的深度需与设计要求的机器刻线深度保持一致,确保刻线规格统一。
二、不同设备刻线适配性及加工要点
代木模具刻线的设备以三轴及以下 CNC 数控机床为主,这类设备在刻线加工中存在一定的加工范围限制,需掌握对应适配技巧,提升刻线效率与精度:
- 三轴及以下 CNC 机床:仅能对模具单一平面、常规可接触位置进行精确刻线,无法实现多面、异形侧面、深型腔内部的精准刻线,加工时需提前规划刻线路径,避开刀具周转死角。
- 多轴 CNC 机床:若有条件使用四轴、五轴 CNC 机床,可突破空间限制,直接对模具侧面、深型腔、多面异形位置进行自动化刻线,无需手工辅助,加工效率和精准度更高,适合复杂结构代木模具的刻线加工。
- 通用加工要点:无论使用哪种设备,刻线前均需对代木模具毛坯进行精磨找平,保证模具表面平整度;同时对刀具进行校准,根据刻线宽度、深度选择适配的铣刀、刻刀,避免刀具磨损导致刻线误差。
三、代木模具刻线专业工艺补充
1. 刻线参数设定标准
代木模具刻线的深度、宽度需根据后续制品的使用需求设定,常规复合材料制品用代木模具,刻线深度建议控制在 0.5-2mm,刻线宽度 0.3-1.5mm;若为装配定位线、分型线,刻线需做加深加宽处理,深度 2-3mm、宽度 1.5-3mm,保证定位与分型的清晰性。
刻线的间距需严格按照设计图纸执行,误差控制在 ±0.1mm 内,避免影响后续制品的拼接与装配。
2. 代木材料刻线加工特性
代木属于高分子合成材料,质地均匀、切削性能好,但存在轻微的粘刀特性,刻线加工时需注意:
- 控制机床切削速度,常规刻线转速建议在 3000-5000r/min,进给速度 800-1500mm/min,防止转速过快导致代木材料融化、粘刀,或转速过慢造成刻线边缘毛边;
- 刻线过程中可配合少量切削液,减少刀具与代木的摩擦,同时清理刻线产生的碎屑,避免碎屑堆积影响刻线精度。
3. 手工刻线工具选择
数控样板辅助手工刻划时,需选用高精度手工刻线工具,保证刻线的顺直度与深度一致性:
- 刻线主工具:选用硬质合金刻刀、手工铣刻笔,刀头规格与刻线宽度匹配,刀头需保持锋利,避免钝刀造成刻线边缘毛糙;
- 辅助工具:搭配钢直尺、角度尺、深度规,实时检测刻线的角度、深度,确保与设计要求一致;
- 固定工具:用夹具将数控样板与模具紧密固定,可选用真空吸盘、快夹钳,防止刻线过程中样板偏移。
四、代木模具刻线常见问题及处理方法
刻线加工过程中,易因设备校准、操作方式、材料特性等因素出现各类问题,直接影响刻线精度,以下为常见问题及针对性解决办法:
1. 刻线边缘毛边、不平整
成因:刀具磨损变钝、机床进给速度过快、代木材料粘刀;
处理:及时更换锋利的专用刻刀,调低机床进给速度,刻线时配合切削液清理碎屑,手工刻线后用细砂纸轻轻打磨毛边,保留刻线原有尺寸。
2. 刻线深度、宽度不一致
成因:设备刀具未校准、手工刻线时用力不均、样板固定偏移;
处理:刻线前对机床刀具进行精准校准,设定固定的刻线参数;手工刻线时借助深度规实时检测,保持用力均匀;重新固定数控样板,确保样板与模具表面无缝贴合、无偏移。
3. 深型腔 / 侧面刻线轨迹偏移
成因:CNC 机床刀具周转空间不足、手工刻线无精准限位、样板尺寸误差;
处理:放弃机械刻划,重新制作高精度数控样板,做好样板的固定与限位;手工刻划时以样板为唯一参照,缓慢操作,刻线后用卡尺检测轨迹偏差,轻微偏差可手工修正。
4. 刻线处出现崩边、掉块
成因:代木材料密度不均、刻线转角处进给速度过快、刀具切入角度不当;
处理:选择质地均匀的优质代木材料;刻线转角处降低机床进给速度,采用圆弧过渡切划,避免直角硬切;手工刻线时在崩边位置用修补腻子填充,干燥后重新精细刻划。
五、代木模具刻线后处理与验收标准
1. 刻线后基础处理
刻线完成后,及时清理模具表面的刻线碎屑,用压缩空气吹净型腔及刻线缝隙内的杂质;对刻线边缘的轻微毛边用 400-600 目细砂纸进行干磨处理,避免毛边影响后续制品成型;若刻线处有微小崩边、缺角,用代木专用修补腻子填充,固化后打磨平整,保证刻线的完整性。
2. 刻线精准度验收标准
- 刻线轨迹:与设计图纸完全吻合,无偏移、弯曲,直线度误差≤±0.1mm,角度误差≤±0.5°;
- 刻线尺寸:深度、宽度符合设计要求,同批次刻线的尺寸误差≤±0.05mm;
- 表面状态:刻线边缘平整、无明显毛边、崩边,刻线内部无碎屑、杂质堆积,无粘刀、融化痕迹;
- 装配适配:将刻线模具与配套部件试装配,定位线、分型线需精准对接,无卡滞、间隙过大问题。
六、代木模具刻线加工注意事项
- 刻线前需对设计图纸进行反复核对,确认刻线路径、尺寸、位置,避免因图纸解读错误造成加工失误;
- CNC 机床刻线时,需提前进行试刻,在代木废料上验证刻线参数,确认无误后再对模具正式加工;
- 手工刻线时做好操作防护,避免刻刀划伤手部,同时保持操作环境整洁,防止杂质掉落影响刻线精度;
- 刻线完成后的代木模具,需轻拿轻放,避免碰撞、挤压刻线部位,存放时做好防护,防止灰尘、油污进入刻线缝隙。





