本文详细对比了阴模和阳模的核心差异,明确阳模多用于制作模具原模型或小批量制品,阴模是大批量生产光滑表面制品的主流选择,同时介绍了压缩模(阴阳模组合)的特性,补充了二者的结构特点、制作工艺、成本等专业知识,解答选型与使用的常见问题,为玻璃钢模具选型提供全面参考。
阴模和阳模是玻璃钢模具制作与制品生产的核心模具类型,阳模为模仿制品最终形状的凸形原模,制作省时低成本,适合小批量生产或作为模具母模;阴模为凹形型腔模具,虽成本较高,但制品表面光滑、精加工时间短,适配中大批量生产;压缩模由阴阳模组合而成,可生产两面光的精密制品,选型需结合生产批量、制品表面要求和成本预算综合判定。
一、阴模与阳模的核心区别(全方位对比)
阴模和阳模在结构形态、制作成本、适用场景等方面差异显著,各有适配的生产需求,具体对比如下:
| 对比维度 | 阳模(凸形原模) | 阴模(凹形型腔模) |
|---|---|---|
| 结构形态 | 凸形,模仿制品最终外形 | 凹形,具备制品成型的型腔 |
| 核心用途 | 1. 制作模具的原模型(母模);2. 小批量(5-10 件)生产简单制品 | 大批量生产玻璃钢制品,是主流生产模具 |
| 制作成本 | 低,构造速度快,工艺简单 | 高,制作流程复杂,对精度要求高 |
| 制品表面质量 | 外部纹理粗糙,需额外封堵处理,表面光洁度差 | 内部型腔光滑,制品外表面平整,精加工时间显著缩短 |
| 适配生产批量 | 小批量(≤10 件),适合定制化、实验性生产 | 中大批量(≥10 件),适合标准化、规模化生产 |
| 与芯材适配性 | 适配性差,芯材不一致易导致制品表面缺陷 | 适配性好,无论芯材是否均匀,制品外皮均光滑 |
| 真空装袋适配性 | 密封难度大,表面光洁度难保证 | 易密封,能稳定实现良好的表面光洁度 |
| 制品尺寸控制 | 层压过程中制品易 “生长”,需将模具做小以匹配最终尺寸 | 尺寸控制精准,制品成型后尺寸稳定性好 |
二、阴模、阳模及压缩模的核心特性与适用场景
1. 阳模:低成本的原模与小批量生产选择
阳模的核心价值是 “低成本、高效率”,结构为凸形,直接模仿最终制品的外形,制作时无需复杂的型腔设计,因此构造速度快、成本低。
- 核心特性:外部纹理粗糙,生产制品时需对模具表面做封堵处理(如涂覆腻子、打磨),否则制品表面会残留模具纹理;层压过程中,树脂与增强材料复合后可能出现轻微 “生长”(尺寸变大),可通过将模具尺寸略微缩小来补偿。
- 适用场景:① 作为制作阴模的原模型(母模),是模具制作的基础环节;② 小批量生产简单制品(如聚酯代木模具、简易装饰构件),生产数量≤10 件时,能大幅降低制造成本,无需投入高价阴模。
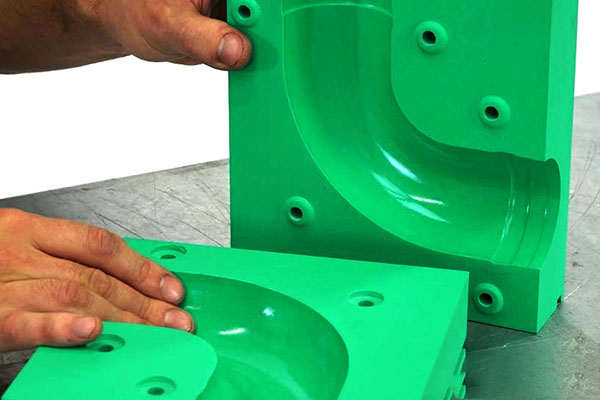
2. 阴模:大批量高精度生产的主流选择
阴模是玻璃钢制品规模化生产的核心模具,结构为凹形,内部型腔与最终制品的外形完全匹配,虽制作成本高,但能显著提升生产效率和制品质量。
- 核心特性:型腔表面可精细处理,生产的制品外表面光滑平整,无需额外大量打磨抛光,精加工时间大幅缩短;密封性能好,适配真空装袋、树脂灌注等工艺,能有效减少制品气泡、孔隙等缺陷;与芯材搭配使用时,即使芯材厚度不均,也能保证制品外皮的平整度。
- 适用场景:中大批量生产对表面质量有要求的制品,如卫浴洁具、风电叶片配件、船舶构件、标准化装饰件等,生产数量≥10 件时,额外的模具成本能通过减少精加工时间、提升生产效率抵消,综合性价比更高。
3. 压缩模:阴阳模组合的精密制品模具
压缩模由阳模和阴模配对组成,是 “凸形阳模 + 凹形阴模” 的复合结构,兼顾了二者的优势,专为精密制品设计。
- 核心特性:模具闭合前,将增强材料和树脂放入型腔,闭合后通过压力挤压,挤出多余树脂、减少内部空隙,能生产出两面均光滑的高精度制品;可适配树脂灌注、注射等改进工艺,尺寸控制精准,力学性能稳定。
- 适用场景:生产对两面表面质量和精度要求高的精密制品,如轻质 RTM 模具、高端复合材料构件、小型精密配件等,适合对性能和外观有双重高要求的生产需求。
三、阴模与阳模的制作工艺要点
1. 阳模制作工艺(简洁高效,注重基础精度)
阳模制作以 “快速成型、保证基础尺寸” 为核心,流程相对简单,具体要点:
- 基材选择:常用木材、石膏、玻璃钢等易加工材料,小型阳模可用木材拼接,大型阳模优先选用玻璃钢,保证结构稳定性;
- 成型处理:按制品尺寸制作凸形结构,表面打磨平整后,涂刷封闭底漆和脱模剂,若作为原模,需额外做表面抛光处理,确保后续阴模制作的精度;
- 关键要求:重点保证外形尺寸与制品一致,无需过度追求表面光洁度,但需避免明显凹凸、毛刺,防止影响后续模具或制品质量。
2. 阴模制作工艺(精细复杂,注重型腔质量)
阴模制作以 “型腔光滑、结构稳定” 为核心,流程更复杂,具体要点:
- 原模依赖:需以阳模作为母模,在阳模表面逐层铺覆胶衣和玻纤布,形成凹形型腔;
- 成型处理:胶衣层需保证厚度均匀(0.4-0.6mm),表面光滑,玻纤布铺层需按厚度要求逐层叠加,确保模具刚度;固化后从阳模上脱模,再对型腔进行精细打磨、抛光;
- 关键要求:型腔尺寸需与制品完全匹配,表面粗糙度 Ra≤0.8μm,边缘、拐角处需做圆角处理,避免应力集中导致模具开裂。
四、阴模与阳模的选型原则
模具选型的核心是 “平衡生产需求、制品质量与成本”,具体选型原则如下:
1. 优先选阳模的情况
- 生产批量小(≤10 件),追求低成本、快速交付;
- 制品结构简单,对表面光洁度要求不高,可接受后续封堵处理;
- 需制作阴模的原模型(母模),为后续大批量生产打基础。
2. 优先选阴模的情况
- 生产批量中大型(≥10 件),追求标准化、高效率生产;
- 制品对表面光洁度要求高,需减少精加工时间;
- 制品需搭配芯材生产,或需采用真空装袋、树脂灌注等工艺;
- 对制品尺寸稳定性和一致性要求高,需精准控制成型精度。
3. 优先选压缩模的情况
- 制品需两面均光滑,对精度和力学性能要求极高;
- 生产精密配件、高端复合材料构件,可接受较高的模具成本。
五、常见相关问题解答
1. 阳模生产的制品表面粗糙,该如何处理?
阳模制品表面粗糙是固有缺陷,可通过 “模具预处理 + 制品后处理” 改善:① 模具预处理:阳模表面涂刷 2-3 遍封闭底漆,干燥后用 800 目细砂纸打磨平整,再薄涂一层脱模蜡,减少纹理残留;② 制品后处理:制品脱模后,用 400-600 目砂纸打磨表面,去除粗糙纹理,再用 1000 目以上砂纸抛光,最后涂刷面胶或面漆,提升表面光洁度。
2. 阴模制作成本高,小批量生产能否用阳模替代?
完全可以,小批量生产(≤10 件)时,阳模能大幅降低模具投入成本,虽制品表面粗糙,但通过后续打磨、喷漆等精加工可弥补;若生产批量≤5 件,且制品结构简单,阳模是最优选择;若批量在 10-20 件之间,可根据制品表面要求判断:要求不高选阳模,要求高则需投入阴模。
3. 阳模生产时制品 “生长”,该如何控制尺寸?
阳模制品 “生长” 是树脂与玻纤复合后的正常现象,控制方法:① 模具尺寸补偿:制作阳模时,按制品最终尺寸的 95%-98% 设计(具体比例根据树脂收缩率调整,常规不饱和聚酯树脂收缩率 3%-5%);② 工艺控制:减少树脂用量,避免树脂过多导致过度 “生长”;控制固化温度,避免高温加速树脂收缩不均;③ 后处理修正:制品固化后,用砂纸打磨边缘和关键尺寸部位,精准调整至最终尺寸。
4. 阴模密封时如何避免漏气,保证真空装袋效果?
阴模真空装袋密封的核心技巧:① 选择适配的密封胶条,沿阴模型腔边缘均匀粘贴,压实无空隙;② 真空嘴安装在型腔边缘的非关键区域,避免影响制品成型;③ 用真空袋完全覆盖型腔,确保真空袋与密封胶条紧密贴合,无褶皱;④ 抽真空前用肥皂水涂抹密封部位,检查是否有气泡(漏气点),及时修补;⑤ 抽真空时逐步提升真空度(最终≥-0.09MPa),避免瞬间高压导致真空袋破损。
5. 作为原模的阳模,该如何保养才能反复使用?
阳模(母模)的保养核心是 “防损伤、防老化”:① 每次脱模后,及时清理表面树脂残留,用细砂纸轻磨去除附着物,保持表面平整;② 涂刷专用脱模剂(如聚酯脱模蜡),形成防护膜,避免后续模具制作时粘连;③ 存放于干燥、通风、避光环境,避免阳光暴晒导致老化开裂,远离尖锐物,防止表面划伤;④ 若表面出现轻微破损,及时用腻子修补并打磨平整,避免缺陷传递到后续制作的阴模中。
6. 压缩模的阴阳模如何匹配,才能保证制品精度?
压缩模阴阳模匹配的关键:① 尺寸匹配:阴模型腔尺寸与阳模凸形尺寸需预留合理的间隙(即树脂层厚度,常规 0.5-1mm),确保树脂和玻纤能充分填充且无过多溢出;② 定位精准:在阴阳模边缘设置定位销,保证闭合时对准,避免错位导致制品厚度不均;③ 表面匹配:阴阳模的成型表面粗糙度需一致(Ra≤0.8μm),避免因表面差异导致制品两面光洁度不一致;④ 硬度匹配:二者的硬度需适配(常规肖氏硬度 40-50D),防止长期挤压导致模具变形。