喷枪
-
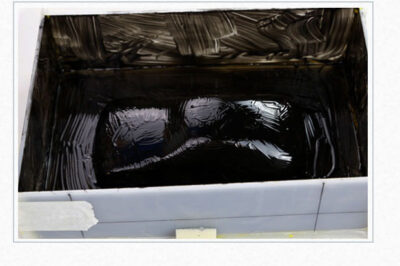
模具胶衣喷涂后粗糙正常吗 (喷枪口径影响及玻纤层粘结技巧)
本文核心讲解模具胶衣喷涂后表面粗糙为正常现象,该现象主要由喷枪口径影响雾化状态导致,且粗糙的雾化面还能提升后续玻纤层的粘结附着效果,同时补充…
-
胶衣可用滚筒或刷子涂刷模具吗 (胶衣涂刷工艺实操要点)
一、核心问题解答 胶衣并非只能通过喷涂施工,无喷涂工具时可直接用滚筒或刷子涂刷在模具上,该涂刷方式操作简便、无需专业设备,更适配手糊工艺的施…
-
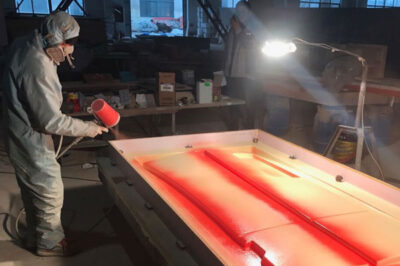
玻璃钢模具特殊位置胶衣喷涂技巧(不同结构胶衣均匀喷涂方法)
本文核心讲解玻璃钢模具不同特殊位置(平坦区域、拐角、沟槽等)的胶衣喷涂操作要点,明确 “先难后易、保持湿润线、垂直喷涂” 的核心原则,补充喷…
-
胶衣喷涂 vs 涂刷对比(胶衣施工方式选型技巧)
本文核心对比胶衣喷涂与涂刷两种施工方式的优劣,明确喷涂为优选方案,分析涂刷易产生气泡、印痕等缺陷的原因,说明涂刷的适用场景与操作要点,补充两…
-
胶衣喷涂技术指南(玻璃钢胶衣喷涂实操与质量把控技巧)
胶衣喷涂是玻璃钢制造的关键工序,不仅决定制品外观,还赋予其耐水、耐候等性能,优质胶衣面的打造需精准把控设备、材料、喷涂技术三大核心要点并做到…
-
玻璃钢胶衣不同位置喷涂技巧(模具各部位喷胶实操方法)
玻璃钢胶衣喷涂的质量与模具不同部位的操作技巧高度相关,熟练的喷涂操作需根据模具平面、角落、曲面、深槽、小件等不同外形面调整手法,核心是保持稳…
-
玻璃钢模具胶衣喷涂技巧 (模具胶衣施工要点与常见问题)
本文详细讲解玻璃钢模具胶衣喷涂的核心操作细节、厚度控制、稀释与固化的关键要求,同时补充胶衣喷涂的专业施工规范和常见问题解决方案,为提升模具胶…