














本文围绕汽车碳纤维配件制作的树脂抽真空导流工艺展开,详细讲解了从模具准备到成品修补的十四步实操流程,同时补充该工艺的专业定义、原材料要求、工艺特点等知识,并解答固化不完全、表面针孔等常见工艺问题,为玻璃钢新手及相关从业者提供全面的工艺实操与理论参考。
一、工艺基础认知
1. 真空导入工艺(VIP)定义
真空导入工艺是在模腔中铺放设计好的碳纤维增强材料预成型体,利用真空体系抽出空气形成负压,借助真空压力将树脂通过预铺管道压入纤维层,树脂在流动充模中完成对增强材料的浸润,最终固化成型得到碳纤维复合材料构件的工艺方法,也是真空袋成型工艺的核心应用形式。
2. 抽真空玻璃钢模具要求
真空袋成型用的玻璃钢模具与手糊模具基础要求一致,核心差异在于模具法兰需加宽至 15cm 左右,目的是为丁基胶带粘结密封真空袋提供足够操作空间,避免密封失效。
3. 工艺核心优势
相比传统手糊工艺,树脂抽真空导流工艺能让制品气泡极少、碳纤维含量可达 70% 以上,重量更轻且强度更高;树脂用量可精确预算,损耗降至最低;真空压力均匀使树脂分布一致,能精准控制产品厚度;同时生产过程无树脂泼洒滴落,工作环境更清洁。
二、树脂抽真空导流工艺十四步实操流程
第一步:清洁模具并贴密封胶带
清洁玻璃钢模具表面并均匀打好脱模剂,将密封胶带粘贴在模具法兰边。此举一是利用宽大法兰边保障后续操作空间,二是防止碳纤维碎屑残留法兰边,导致密封环节出现漏气问题。
第二步:裁剪碳纤维布
碳纤维布裁剪尺寸需预留后期切割的毛边,避免尺寸过小影响制品成型;若无法精准计算尺寸,可先裁剪一张试铺,再根据试铺结果依次裁剪。
第三步:铺放碳纤维布
多层碳纤维布铺放时,可少量使用定型喷胶辅助粘结,使碳纤维布更好贴合模具表面,喷胶量不宜过多,否则易造成层间结合不良;铺放第一层碳纤维布时需保证纹理整齐,避免影响制品外观与结构强度。
第四步:铺放脱模布
脱模布为高强度聚酯纤维平纹布,不与制品粘结,固化成型后可轻松撕离,同时能在制品背面形成均匀的布纹编织印迹,还可提高制品胶接面的剪切力。
第五步:铺放导流网
导流网为聚乙烯编织立体结构,核心作用是促进树脂流动,将环氧树脂快速、均匀地分散到整个碳纤维布铺层中,要求铺放时无褶皱、全覆盖,确保树脂流动阻力最小。
第六步:铺设螺旋管并放置进出胶口
螺旋管作为树脂的输送与分散通道,凭借螺旋开放式结构,能让树脂流动时快速分散至导流网;进出胶口建议布置在对称位置,简单结构部件单进胶口 + 单出胶口即可满足导流需求。
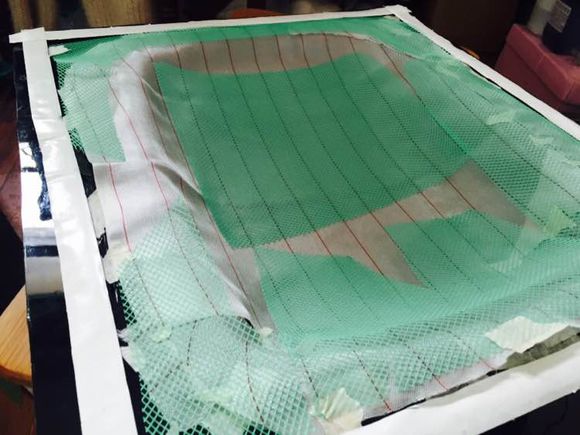
第七步:铺放并密封真空袋膜
真空袋膜选用适配工艺的共聚物材质,裁剪尺寸需大于模具,铺放时杜绝搭桥、刺穿情况;用丁基胶带仔细密封袋膜与模具法兰边,气密性是抽真空工艺的核心要求,密封不牢会直接导致工艺失败。
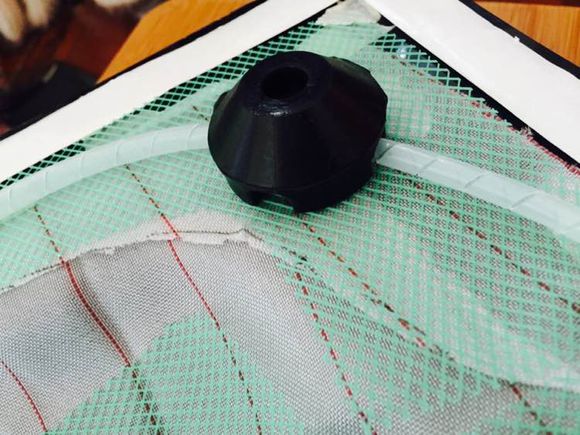
第八步:连接真空管、真空泵与树脂收集器
用 PVC 软管连接真空泵、树脂收集器与真空袋的真空嘴,PVC 软管端部切成斜口,便于插入真空嘴;连接后用丁基胶带再次密封接口处,该位置易因密封不紧出现微漏气,需重点处理。
第九步:真空泄漏测试
将进胶管对折封堵,启动真空泵进行真空气密性测试,仔细检查模具与真空袋各处接口,找到漏气点后及时纠正并重新密封,直至真空度达到制件工艺要求。
第十步:配置环氧树脂与固化剂
按精准比例称量环氧树脂与固化剂并充分均匀混合,计量与混合度直接决定制品质量,比例失调或混合不均会导致制品发软、表面持续粘黏,无法正常固化。
专业要求:真空导入用环氧树脂操作温度下粘度需控制在 100-400mPa・s,凝胶时间需超过 1 小时,确保有足够的导流时间。
第十一步:环氧树脂真空导入
启动真空泵保持负压,将配置好的环氧树脂从进胶口导入,简单结构的汽车碳纤维小件导流时间约 15-20 分钟;导流过程中观察出胶口,待树脂均匀流出且无气泡时,说明纤维层已被充分浸润。
第十二步:树脂固化并去除辅助材料
导流完成后,截止进胶管与出胶口,保持真空环境等待树脂固化;加温固化可设置 60-80℃,保温 3 小时即可完成;常温固化则需要 24 小时以上,固化完成后进行脱模,并剥离脱模布、导流网、真空袋膜等辅助材料。
第十三步:切割部件并打磨抛光
按设计尺寸切割碳纤维部件,打磨抛光优先采用砂纸水磨工艺,避免干磨导致碳纤维粉尘压入制品表面针孔,造成针孔难以清理,影响后续修补与制品外观。
第十四步:修补制品表面针孔
碳纤维制品表面针孔因碳纤维布编织交错点形成,无法完全杜绝,斜纹碳纤维布成型的制品针孔数量远少于平纹布;针孔修补可选用两种方式:
- 环氧树脂胶填充:修补后制品强度更高,适合对结构性能要求高的汽车配件;
- 喷涂 2K 清漆封堵:抗紫外线效果更好,适合汽车外饰碳纤维配件。
三、工艺核心原材料专业要求
真空抽真空导流工艺的原材料直接影响制品质量,各材料需满足以下技术要求:
- 树脂:优先选用环氧树脂、环氧乙烯基酯树脂,要求低粘度、长适用期、低放热峰,确保快速浸润纤维且不损伤模具;
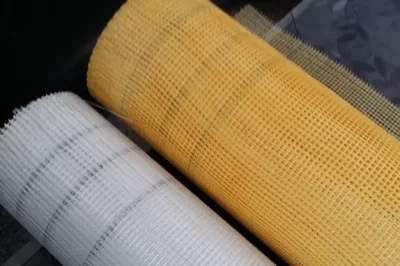
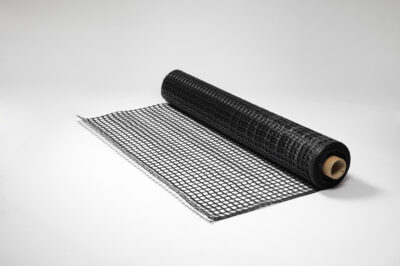
- 碳纤维布:按编织方式分平纹、斜纹、多轴向布等,要求渗透性好、耐压缩、浆料与树脂相匹配,厚织物可减少铺层 “涌浪” 现象;
- 脱模布:尼龙 66 材质为佳,结构致密、铺覆性好,对树脂渗透性无影响;
- 导流网:聚乙烯立体编织结构,有一定厚度、流动阻力小;
- 真空袋膜:分常温 / 中温 / 高温三类,阻隔性好,适配固化温度要求;
- 密封胶带:粘结性强,能紧密贴合模具与真空袋膜,无漏气隐患;
- 定型喷胶:粘性适中,不影响碳纤维层间结合,易随辅助材料剥离。
四、常见工艺问题及解决办法
1. 制品固化不完全,发软、粘黏
核心原因:树脂与固化剂比例失调 / 混合不均;固化温度过低或保温时间不足;真空压力不足导致树脂浸润不充分;脱模剂用量过多影响树脂固化。
解决办法:使用计量工具精准配比,搅拌至树脂与固化剂无分层;按工艺要求控制固化温度与保温时间,加温固化时采用 5-10℃/min 的缓慢升温速率;确保真空度稳定在 – 0.09MPa 以上,泄漏率≤0.01m³/h;脱模剂薄涂、均匀涂抹,避免堆积。
2. 制品表面针孔过多
核心原因:碳纤维布编织方式选择不当;打磨工艺错误导致粉尘堵塞针孔;树脂导流速度过快,气泡未及时排出。
解决办法:优先选用斜纹碳纤维布;采用水磨工艺打磨,避免粉尘残留;导流时控制树脂流速,确保气泡从出胶口完全排出。
3. 制品内部出现干斑、孔隙
核心原因:真空袋漏气导致负压不足;导流网铺放不全面,树脂流动受阻;进出胶口布置不合理,树脂无法浸润局部区域。
解决办法:严格做好真空泄漏测试,重点密封接口处;导流网全覆盖碳纤维布铺层,无死角、无褶皱;复杂结构部件增加进胶口数量,采用多向导流设计。
4. 制品层间结合不良,易分层
核心原因:定型喷胶用量过多;碳纤维布铺放时存在褶皱,层间有空气;树脂粘度太高,无法充分浸润纤维层。
解决办法:减少定型喷胶用量,仅做轻微粘结;铺放碳纤维布时逐层抚平,避免褶皱;选用低粘度树脂,必要时适当加热降低树脂粘度。
五、工艺注意事项
- 不同结构的汽车碳纤维配件,工艺细节需灵活调整,复杂曲面、镂空结构需增加进出胶口数量,优化导流网与螺旋管布置;
- 所有辅助材料均为一次性使用,不可重复利用,避免因材料老化导致密封失效、树脂流动不畅;
- 操作过程中需保持作业环境清洁,防止灰尘、杂质进入碳纤维铺层,影响制品强度与外观;
- 加温固化时需均匀控温,避免局部温度过高形成 “热点”,导致树脂快速固化形成孔隙,或树脂降解影响粘结性能。