本文明确说明:即使 RTM/LRTM 上模具备可弯曲性,也必须进行精准型腔校准,纠正 “柔性上模可自动弥补模具误差” 的错误认知,讲解精度不足带来的缺陷、校准必要性及实操要点,配套案例与常见问题,保障闭模成型稳定生产。
即使 RTM 或 LRTM 的上模部分具备可弯曲特性,也完全不能依靠模具弯曲来弥补制造误差,精准型腔校准仍然是必须执行的关键工序。认为 “柔性上模可以自动贴合增强材料、自动补偿模具不精准” 是行业常见误区,也是未经过专业培训制作模具时最容易出现的重大疏漏。
一、型腔校准的核心必要性
- 模具本身的误差无法靠上模弯曲消除。
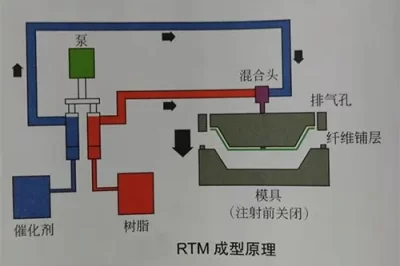
- 型腔尺寸不准确会直接导致树脂流道失控、流动不稳定。
- 不稳定流动会引发一系列质量缺陷,影响成品率与强度。
- 精准型腔校准是保证厚度均匀、树脂含量稳定、无干斑无空洞的基础。
二、模具型腔不准确会导致的质量问题
- 树脂流动紊乱:流路不可控,出现局部快、局部慢。
- 干点与缺胶:纤维未被树脂完全浸润,出现白斑、干斑。
- 半径位置空隙:圆角、转角处易产生气泡、空洞、疏松。
- 壁厚不均匀:局部偏厚偏薄,产品尺寸超差。
- 富胶 / 贫胶:部分区域树脂过多,部分区域树脂不足。
- 批量稳定性差:每件产品缺陷位置不一致,难以量产。
三、RTM 与 LRTM 上模弯曲的真实作用
- 上模轻微弯曲是为了适应低压、真空锁模,保证贴合密封。
- 它 ** 不具备 “自适应找平”“弥补模具误差”** 的功能。
- 模具本身精度不足,再柔性的上模也无法做出合格稳定的产品。
- 型腔尺寸必须在模具制作阶段就保证高精度。
四、型腔校准的关键要点
- 模具型腔必须CNC 高精度加工,确保间隙均匀。
- 合模后需检测全区域壁厚偏差。
- 圆角、转角、加强筋位置必须精准过渡。
- 法兰面、密封边必须平面度达标。
- 批量生产前必须做试模验证流动与壁厚。
五、典型应用案例
- 汽车内饰件 LRTM 模具:未做精准型腔校准,出现大量干点、缺胶,良品率不足 40%。
- 医疗外壳 RTM 模具:经过精密型腔校准,产品厚度均匀、表面无缺陷,良品率超 98%。
- 船舶构件柔性上模:模具本身误差大,仅靠上模弯曲无法改善,持续出现半径空隙。
- 新能源配件 ZIP‑RTM:带 CTM 型腔厚度监控,配合精准型腔校准,实现稳定量产。
六、专业知识
LRTM/ZIP‑RTM 的柔性上模属于 “可控形变”,而非 “随意形变”。
型腔厚度误差必须控制在工艺允许公差内(RTM±0.010 英寸、LRTM±0.020 英寸)。
模具精度是1 级影响因素,工艺控制是2 级影响因素,模具不准,工艺再优化也无法补救。
七、常见问题解答
- RTM 上模可以弯曲是不是模具就不用做精准:不是,必须精准,弯曲不能弥补误差。
- 型腔不校准最容易出现什么缺陷:干点、缺胶、转角空隙、壁厚不均。
- 型腔校准一般用什么方式:CNC 加工、合模检测、试模切片、厚度测量。
- 只有 LRTM 需要校准,RTM 不需要吗:都需要,RTM 对精度要求更高。
- 模具已经做好了还能校准吗:可以进行局部修整、补土、精修,但难度大、成本高。
- 型腔误差在多少范围可以接受:按工艺公差,越小越好。
- 不校准型腔能勉强生产吗:可以试产,但无法稳定量产、良品率低、成本极高。
八、总结
RTM 和 LRTM 的上模虽然可弯曲,但绝对不能替代型腔校准。模具本身的精度是产品质量的基础,型腔不准确会直接导致树脂流动失控、干点、缺胶、空隙、壁厚不均等一系列缺陷。无论上模刚性或柔性,高精度型腔校准都是闭模成型必不可少的关键步骤。