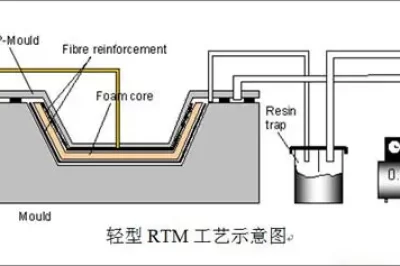
本文明确 RTM 蜡片拼接缝必须进行填充处理,讲解处理原因、常用材料、操作方法、注意事项,补充对模具质量的影响、应用案例与常见问题,避免因接缝痕迹导致玻璃钢模具表面缺陷。
RTM 蜡片在拼接使用时,接缝位置必须做填充密封处理,这是保证原模表面质量、避免最终玻璃钢模具出现接缝痕、凹陷、台阶的关键常识。原模表面的任何瑕疵都会 1:1 复制到成品模具上,忽视接缝处理会大幅增加后期打磨修复工作量。
一、RTM 蜡片接缝必须处理的原因
- 蜡片拼接会产生缝隙、台阶、高低差,直接影响原模平整度。
- 原模瑕疵会完全复制到玻璃钢模具上,形成接缝印、凹陷、凸起。
- 不处理会导致后续模具打磨量大、修复耗时、表面不光滑。
- 接缝处理可保证模具表面均匀一致,提升产品外观质量。
二、接缝处理常用材料
- 填充蜡:专用模具填充蜡,密封性好、易修整、适配蜡片表面。
- 橡皮泥:临时封堵效果好,操作简便,适合现场快速处理。
- 腻子 / 补土:强度高、稳定性强,适合要求较高的原模接缝。
- 密封胶:适合长期使用的原模,粘接牢固、不易脱落。
三、标准处理步骤
- 将 RTM 蜡片紧密拼接,尽量减少间隙与错位。
- 用填充材料完全填满接缝,确保无孔洞、无凹陷。
- 用刮刀刮平表面,使接缝处与蜡片表面保持齐平。
- 对拐角、圆弧、边缘位置进行精细化修整。
- 检查确认无缝隙、无台阶后,再进行后续制模工序。
四、重点处理位置
- 平面长条形拼接缝:易出现明显线条,必须全程密封。
- 拐角与圆弧处:蜡片不易贴服,接缝最易出现缺陷。
- 分型面与法兰边:直接影响模具合模精度,需严格处理。
- 多块蜡片交汇点:易形成高低差,需重点填补修整。
五、典型应用
- 平板原模:蜡片拼接缝未处理,模具表面出现明显凹槽,需大量打磨修复。
- 圆弧模具:拐角接缝用填充蜡处理后,模具表面光滑无痕迹。
- 大型 RTM 模具:多块蜡片拼接,全程规范处理,表面一致性高。
- 高精度产品原模:接缝使用专用补土精修,模具表面达到 A 级效果。
六、专业知识
RTM 蜡片的作用是便于脱模、保护原模、提升模具表面光洁度。
接缝处理属于原模准备关键工序,处理质量直接决定玻璃钢模具的表面等级。
轻微接缝可简单填补,高精度模具必须做到无缝无痕。
七、常见问题解答
- RTM 蜡片拼接缝可以不处理吗:不可以,会造成模具表面缺陷。
- 处理接缝最简单的材料是什么:橡皮泥或填充蜡,随手可用。
- 接缝处理不好会有什么后果:模具出现接缝印、凹陷、台阶,打磨成本剧增。
- 哪些位置最需要仔细处理:拐角、圆弧、分型线、多片交汇点。
- 填充后需要打磨吗:轻微打磨平整即可,保持原模光滑。
- 蜡片接缝会影响产品质量吗:会,会复制到产品表面,影响外观与装配。
- 只做简单模具可以不处理吗:不建议,处理只需要几分钟,可节省大量返工时间。
八、总结
RTM 蜡片的拼接接缝必须进行填充、密封、刮平处理,这是保证原模与玻璃钢模具表面质量的基础步骤。使用填充蜡、橡皮泥等材料简单处理,即可避免接缝痕迹复制到模具上,大幅降低后期打磨工作量,提升模具整体品质。