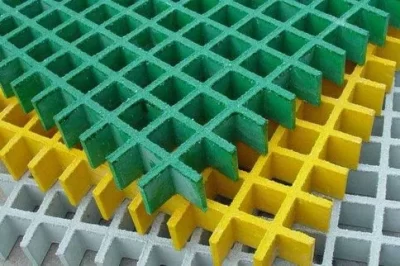
本文明确了硅胶真空袋抽真空施工的常规场景无需铺放导流网和脱模布,仅在高粘度树脂等特殊工况下可铺放导流网作为安全保障,同时补充硅胶真空袋施工的核心工艺、耗材选配原则及实操要点,解答施工中的常见耗材使用问题,为复合材料真空成型施工提供专业指导。
硅胶真空袋凭借自身的材质特性和密封效果,在复合材料真空抽气成型施工中,常规场景下无需额外铺放导流网、脱模布等耗材,仅在使用高粘度树脂或自行添加填料的树脂这类特殊情况时,可铺放导流网提升树脂流动和排气效果,只是会相应增加施工的耗材成本。
一、硅胶真空袋与导流网的使用适配原则
1. 常规工况:无需铺放导流网及脱模布
硅胶真空袋采用高弹性硅胶材质制作,密封性极佳、贴合性强,抽真空时能与制件表面紧密贴合,实现均匀的压力传递,且硅胶本身具备良好的脱模性,与树脂不粘连,因此常规使用低粘度、无额外填料的树脂施工时,无需铺放导流网和脱模布,既减少耗材成本,又简化施工流程,同时能避免因耗材铺设不当导致的制件表面瑕疵。
2. 特殊工况:可铺放导流网作为安全保障
当施工中遇到高粘度树脂,或树脂中自行添加了填料、骨料导致树脂流动性大幅下降时,抽真空过程中树脂的流动和分布会受影响,且易出现局部排气不畅、树脂浸润不充分的问题,此时铺放导流网能形成树脂流动和气体排出的通道,保障真空成型的效果,这类特殊工况下铺放导流网是更稳妥的选择,需注意该方式会增加导流网的耗材成本。
二、硅胶真空袋施工专业知识补充
1. 硅胶真空袋的核心特性及施工优势
硅胶真空袋是复合材料真空成型工艺的专用耗材,相比传统的塑料真空袋,具备多重核心优势,也是其常规工况下无需额外铺放耗材的关键原因:
- 高密封性与贴合性:硅胶材质弹性好,抽真空时能紧密贴合制件的任意曲面、异形结构,无漏气死角,压力传递均匀,保证制件成型精度;
- 自脱模性:硅胶表面光滑,与各类树脂(环氧树脂、乙烯基酯树脂、不饱和聚酯树脂)均不发生粘连,无需脱模布即可轻松脱模,不损伤制件表面;
- 耐温性与反复使用性:耐温范围广(常规硅胶耐温 80-150℃),可适配树脂的热固化温度,且韧性好、不易破损,能反复使用数十次甚至上百次,降低单次施工的耗材成本;
- 耐化学性:不与树脂、固化剂等化工材料发生反应,施工过程中不会产生有害物质,也不会影响树脂的固化效果。
2. 硅胶真空袋施工的核心工艺流程
硅胶真空袋施工以 “简化流程、保证密封” 为核心,常规工况下流程简洁,具体步骤:
- 模具 / 制件处理:清理模具表面,确保无粉尘、油污,按工艺要求铺覆预浸料或刷涂树脂、铺覆纤维增强材料,完成制件基层制作;
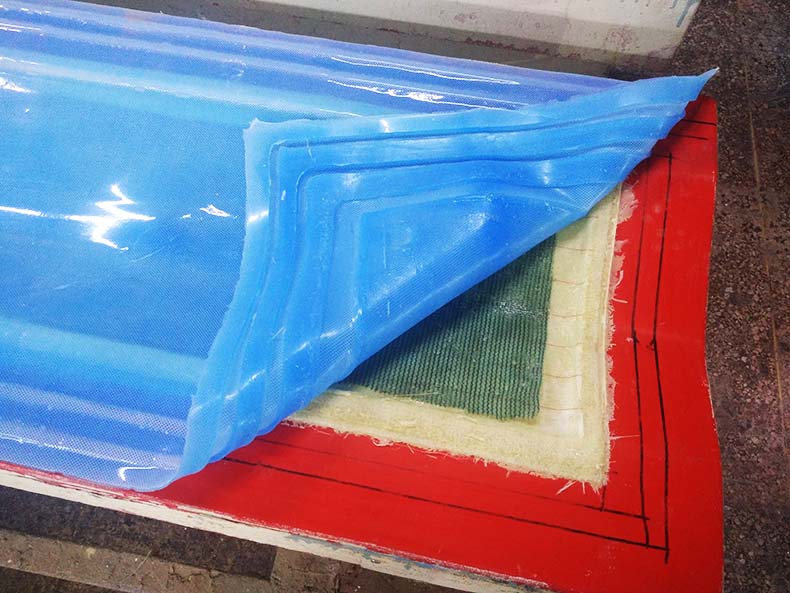
- 硅胶袋覆盖:将硅胶真空袋整体覆盖在制件表面,确保完全包裹,边缘与模具密封面紧密贴合;
- 密封处理:在硅胶袋边缘与模具的接触处,粘贴真空密封胶条,压实密封,防止抽真空时漏气;
- 接真空嘴抽气:在硅胶袋合适位置打孔安装真空嘴,连接真空泵进行抽真空,将真空度控制在工艺要求范围(常规 – 0.08~-0.1MPa);
- 固化成型:保持真空度稳定,按树脂固化要求进行常温或加热固化,固化完成后关闭真空泵,拆除密封胶条和硅胶真空袋,完成脱模。
3. 特殊工况下导流网的铺设技巧
高粘度 / 加填料树脂施工时,导流网的铺设需遵循 “贴合、不冗余” 原则,避免影响制件成型和增加不必要成本,具体技巧:
- 铺设位置:将导流网铺覆在制件表面的非关键区域,或沿制件的树脂流动方向铺设,形成连续的流动 / 排气通道,避免直接铺覆在制件外观面,防止留下导流网印记;
- 铺设规格:根据树脂粘度选择适配的导流网目数,高粘度树脂选用大孔径、高导流性的导流网,常规加填料树脂选用中等目数导流网,避免目数过小影响导流效果;
- 固定方式:轻压导流网使其与制件表面贴合,无需额外粘结,抽真空时硅胶袋的压力会将其压紧,防止移位;
- 用量控制:仅在必要区域铺设,无需整面覆盖,最大限度减少耗材成本。
4. 硅胶真空袋与传统塑料真空袋的耗材使用对比
二者在施工耗材搭配、使用成本、操作难度上差异显著,核心对比如下表:
| 对比维度 | 硅胶真空袋 | 传统塑料真空袋 |
|---|---|---|
| 导流网 / 脱模布 | 常规无需铺放,特殊工况按需铺放 | 必须铺放,缺一不可(脱模布防粘,导流网导流排气) |
| 耗材成本 | 单次成本低(可反复使用),特殊工况略有增加 | 单次成本高(一次性使用,需配套两种耗材) |
| 密封配件 | 仅需真空密封胶条 | 需密封胶条、真空嘴、透气毡等多种配件 |
| 施工流程 | 简洁,无需铺设各类耗材 | 繁琐,需逐层铺设脱模布、导流网、透气毡 |
三、硅胶真空袋施工常见相关问题解答
1. 硅胶真空袋施工时,铺放导流网是否需要搭配脱模布?
无需额外搭配脱模布,硅胶真空袋本身具备优异的自脱模性,即便铺放导流网,硅胶袋与导流网接触,制件与导流网接触,脱模时硅胶袋、导流网均可轻松与制件分离,不会出现粘模问题,额外铺放脱模布只会增加耗材成本和施工步骤。
2. 硅胶真空袋反复使用后,表面出现树脂残留,该如何清理?
若表面有轻微树脂残留,用干净的抹布蘸取少量丙酮、苯乙烯等树脂专用清洗剂,轻轻擦拭即可去除;若残留较厚且已固化,用 800-1000 目细砂纸轻轻打磨残留部位,打磨后用抹布擦拭干净,晾干后即可再次使用,注意打磨力度不宜过大,避免损伤硅胶袋表面。
3. 硅胶真空袋抽真空时出现漏气,该如何快速排查?
漏气多发生在密封部位和真空嘴处,快速排查方法:① 观察真空泵的真空度表,若真空度无法稳定且持续下降,说明存在漏气;② 用肥皂水涂抹在硅胶袋边缘密封胶条、真空嘴接口等部位,若出现气泡,即为漏气点;③ 对漏气点重新压实密封胶条,或更换真空嘴密封圈,直至无气泡产生、真空度稳定。
4. 高粘度树脂施工时,不铺导流网会引发哪些问题?
不铺导流网易导致三大问题:① 树脂流动性差,抽真空时无法均匀分布,制件出现局部树脂富集、局部干斑的情况,影响力学性能;② 气体无法快速排出,制件内部产生气泡、孔隙,降低制件的致密性;③ 真空压力传递不均,制件出现厚度偏差、表面不平整等瑕疵,严重时会导致制件报废。
5. 硅胶真空袋的使用温度有要求吗,高温固化时该如何选择?
常规硅胶真空袋的长期使用温度为 80-120℃,适配大多数树脂的中低温固化;若需进行 120℃以上的高温固化,需选用耐高温硅胶真空袋(耐温可达 150-200℃),避免普通硅胶袋在高温下出现变形、老化、密封失效等问题。
6. 硅胶真空袋可以用于预浸料的真空热压成型吗?
可以,硅胶真空袋的耐温性和密封性完全适配预浸料的真空热压成型工艺,且预浸料本身树脂含量精准、流动性可控,属于常规工况,无需铺放导流网和脱模布,抽真空后配合热压设备加热固化即可,能保证预浸料制件的成型精度和表面质量。
7. 硅胶真空袋的尺寸可以定制吗,如何匹配模具大小?
硅胶真空袋可根据模具的尺寸、形状进行定制,定制时需注意预留 5-10cm 的密封边,确保覆盖模具后,边缘有足够的区域粘贴密封胶条,实现有效密封;对于异形模具,定制的硅胶真空袋需与模具的曲面、拐角精准贴合,避免因尺寸不符导致的贴合不紧密、漏气等问题。
8. 硅胶真空袋使用后该如何存放,延长其使用寿命?
存放的核心要求是干燥、避光、无重压、无接触尖锐物:① 使用后清理干净表面残留,晾干后平铺存放,或轻轻卷叠(避免过度折叠,防止产生永久折痕);② 存放于室内阴凉干燥环境,远离阳光暴晒、高温热源,防止硅胶老化;③ 避免在硅胶袋上堆放重物,远离刀具、铁丝等尖锐物,防止划伤、破损;④ 可在表面薄涂一层脱模蜡,进一步保护硅胶表面,提升反复使用性。