
本文详解真空袋成型的工作原理、材料层级、三种搭建方式与实操技巧,帮助提升玻璃钢制品纤维树脂比与层压板密实度。
真空袋成型工艺原理
真空袋成型是借助真空设备对层压板施加负压,排出层间空气、挤出多余树脂,以提升纤维树脂比例、增强层间结合的闭模工艺。
该工艺可施加最高1 个大气压(14psi/30 英寸汞柱)压力,让层压板充分压实,获得高强轻质的复合材料制品。
真空袋系统搭建方法
- 模具法兰密封法:模具预制 8 英寸宽法兰,用密封胶带固定真空袋,预留空间容纳未被透气布吸收的多余树脂,保护密封结构。
- 整体包覆法:将模具与制品整体装入真空袋,不依赖模具本体承负压,靠封闭袋体形成真空环境。
- 局部维修法:针对模具或制品缺陷维修,在维修区域外围搭建真空袋,预留安全间距防止树脂污染密封位。
真空袋材料层级结构
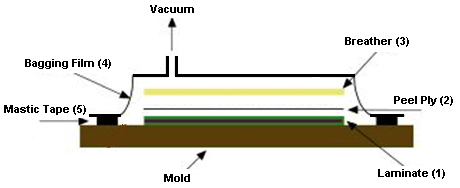
按铺敷顺序依次为:模具与层压板、剥离层、透气布、袋膜、密封胶带,最后连接真空泵与配件。
- 剥离层:防止辅助材料粘黏制品,保障脱模后表面完整。
- 透气布:吸收多余树脂,均匀传递真空压力,保证全区域排气顺畅。
- 袋膜:柔性密封膜,构建密闭真空腔体。
- 密封胶带:沿模具边缘密封,杜绝漏气。
真空袋成型实操技巧
- 真空表直接安装在真空泵对侧袋体,精准读取远端真空度。
- 复杂件可多层铺设透气布,或在袋膜下增设 1/4 英寸 PVC 管,强化真空均匀性。
- 增强材料须紧密贴模,袋膜预留松弛量,避免跨凹陷区域造成压实不足与树脂堆积。
专业知识补充
真空袋成型属于常压闭模工艺,核心优势是设备投入低、适配性强,真空度稳定区间建议 **-0.08~-0.1MPa**;剥离层分有纹与无纹两类,透气布需具备高透气量与耐温性,密封胶带需与树脂体系兼容。
行业应用案例
- 航空航天复合材料小构件、雷达罩采用真空袋成型,保证表面质量与强度。
- 船用玻璃钢配件、卫浴洁具壳体用真空袋提升密实度与耐水压性。
- 运动器材如碳纤维球拍、滑雪板以真空袋实现高纤维含量轻量化。
- 风电部件小组件、汽车改装件用真空袋快速成型并降低孔隙率。
- 玻璃钢模具修补、设备壳体局部修复均采用真空袋维修工艺。
常见问题 FAQ
- 真空袋成型的核心作用是什么?核心是排出空气、压实层压板、控制树脂含量,提升制品强度与表面质量。
- 真空袋压力一般设置为多少?常用压力为 **-0.08~-0.1MPa**,最高可达 1 个大气压(14psi)。
- 剥离层和透气布可以省略吗?不可以;剥离层防粘,透气布保证真空均匀与吸胶,缺一易导致缺陷。
- 真空度不稳定是什么原因?常见原因是袋膜破损、密封胶带漏气、管路接头松动、透气布堵塞。
- 为什么成型后会出现树脂水坑?多因袋膜过紧、跨越凹陷未贴实,导致局部压力不足,树脂无法排出。
- 三种搭建方式怎么选择?批量制品用法兰密封法;异形件用整体包覆法;修复用局部维修法。
- 真空泵需要一直开着吗?固化前期需持续保压,待树脂凝胶不再流动后可根据工艺要求关停。
- 真空袋成型适合哪些树脂?适合不饱和聚酯、乙烯基酯、环氧树脂等常温或中温固化体系。





