


本文系统讲解半永久性脱模剂系统的组成、施工流程、维护要点与常见问题解决,帮助复合材料生产彻底解决粘模、报废、效率低等痛点,实现稳定高效脱模。
一、半永久性脱模剂系统核心组成
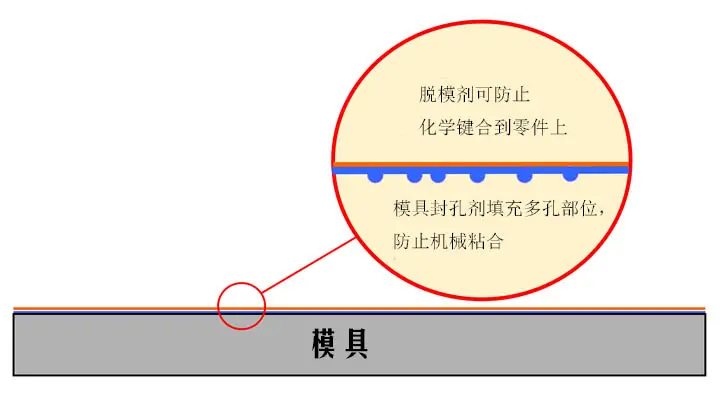
完整的半永久性脱模系统由模具清洗剂、模具封孔剂、半永久性脱模剂三部分构成,三者协同才能实现长效稳定脱模。
- 模具清洗剂:彻底清除模具表面油污、灰尘、旧涂层残留,保证后续涂层附着力
- 模具封孔剂:填充模具微孔,消除微机械咬合点,为脱模剂提供平整基底
- 半永久性脱模剂:形成低表面能涂层,实现制品与模具轻松分离
专业补充:半永久性脱模剂分为水基与溶剂型,水基 VOC 更低适合环保要求高的场景,溶剂型附着力更强、耐温性更好,航空航天、高压釜工艺优先选用溶剂型体系。
二、模具封孔剂标准化施工步骤
模具封孔是长效脱模的基础,直接决定涂层寿命与制品表面质量。
- 表面预处理:用超细磨料轻柔打磨模具,去除毛刺与粗糙层,提升涂层润湿性
- 深度清洁:用专用模具清洗剂配合无尘布擦拭,确保表面无任何污染物
- 薄涂封孔剂:单次涂覆越薄越好,每层干燥 10-20 分钟再涂下一层,总层数 2-6 层
- 完全固化:严格按照厂家要求完成固化,未固化彻底严禁涂刷脱模剂
行业案例:某玻璃钢卫浴模具未做封孔直接涂脱模剂,仅 3 个周期就出现粘模;经标准封孔处理后,脱模周期提升至 15 次,制品表面无针孔、橘皮缺陷。
三、初始脱模剂标准化施工步骤
封孔完成后,脱模剂施工需遵循薄涂、多层、充分固化原则。
- 遮蔽保护:用胶带遮盖真空袋密封区等非脱模区域,避免影响密封效果
- 薄涂脱模剂:采用交叉涂布方式,单次涂覆极薄一层,干燥 10-15 分钟
- 多层施工:按厂家推荐层数完成涂覆,保证涂层均匀无遗漏
- 最终固化:成型前充分固化,固化后脱模层比封孔层更有光泽
- 去除遮蔽:清理保护胶带,模具即可投入生产
四、生产中脱模剂补涂与维护
半永久性涂层会随热循环与脱模次数逐渐损耗,需定期补涂与深度维护。
- 表面清理:用软刮刀清除树脂飞边,无尘布擦拭干净,禁止使用溶剂
- 补涂施工:交叉涂布薄涂 1-2 层,每层干燥 10-20 分钟后固化
- 周期维护:累计 3-20 个周期后,彻底剥离旧涂层,重新封孔 + 涂脱模剂
- 禁忌事项:禁止厚涂、禁止涂层堆积、禁止在边角处形成积液
专业知识:涂层过度堆积会改变模具尺寸,导致制品精度下降,同时底层涂层易剥落粘在制品上,航空航天领域通常每周期补涂 1 次,每月做 1 次深度剥离维护。
五、常见问题解答
1. 为什么会出现粘模现象?
主要原因:封孔不彻底、脱模剂厚涂积液、涂层未完全固化、边角区域漏涂、旧涂层堆积未清理。
2. 水基与溶剂型脱模剂怎么选?
手糊、RTM、常温成型选水基,环保安全;高压釜、热压罐、高温固化选溶剂型,稳定性更强。
3. 封孔剂必须涂多层吗?
是的,单层封孔无法完全填充微孔,2-6 层薄涂才能形成致密密封层,大幅提升脱模次数。
4. 如何判断涂层需要重新施工?
出现脱模阻力变大、制品表面有涂层痕迹、局部粘模时,立即剥离旧涂层重新施工。
5. 施工最关键的要点是什么?
少即是多,薄涂是核心,同时保证每层干燥时间与最终固化时间,不省略任何步骤。
六、总结
半永久性脱模剂系统不是单一产品,而是清洁 – 封孔 – 脱模 – 维护的完整工艺体系。严格按照标准施工,控制涂层厚度与固化时间,能有效降低制品报废率、提升生产效率、延长模具使用寿命,是复合材料成型的关键工艺保障。