加工FRP复合材料的方法有很多,需要在早期阶段考虑加工方法,以确定哪种方法最适合每种应用。
成品部件的性能不仅受组件材料的性能影响,还受纤维结合方式的影响。更好的纤维排列和更高的加工压力将提高纤维的体积分数,从而获得更好的机械性能。 材料、模具和设备的成本、所需的成品性能和要生产的零件数量都是决定工艺的因素。

本节简要介绍了处理FRP的一些方法,但我们建议通过有关该主题的进一步教育来支持这些知识。
湿铺
这是一个熟练的手工过程,需要低资本投资,广泛用于小批量产品,如船和定制产品。 将增强材料(作为机织或短切纤维织物)小心地放入模具中,然后用滚筒或刷子涂抹基质(树脂)。然后将其在环境温度下固化数小时或过夜。 为了获得良好的表面光洁度,可以在将增强材料放入模具之前将凝胶涂层添加到模具中。顶面是在模具中朝下的一侧。
湿喷
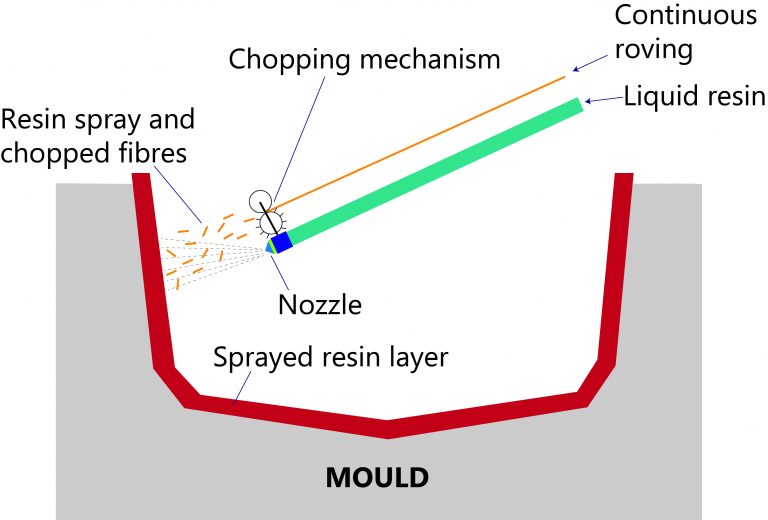
树脂通过管子送入并在手持喷枪中与催化剂混合。纤维(从线轴进料)在喷射到模具上时被切碎成树脂流。然后将其在环境温度下固化。 这是一种快速而简单的方法,但会导致纤维体积分数低且纤维随机取向。应用包括中低容量的定制部件,例如浴缸、游泳池、储罐。
真空灌注
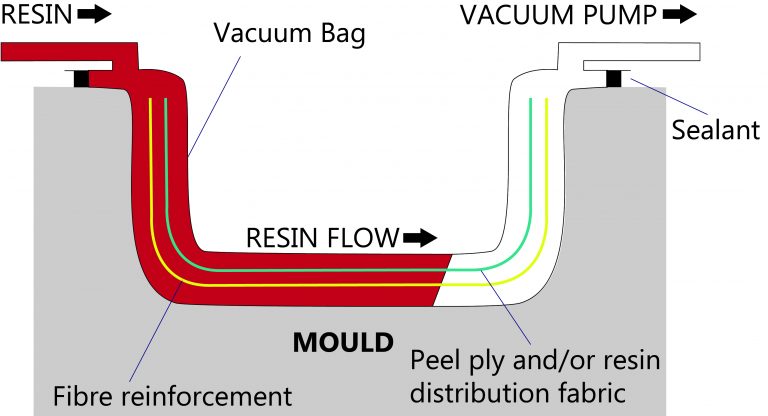
将干燥的织物层(分层片)放入模具中并用薄膜或真空袋覆盖,并在边缘密封。当树脂从容器中抽出时,织物在真空压力下被压实。在织物和袋子之间可能需要一个流动层,特别是对于渗透性较低的碳纤维织物。这适用于船体、风力涡轮机叶片或桥梁结构等大型零件。
树脂传递模塑(RTM)
将干织物放入两部分(或更多部分)模具中,然后在热压机中闭合。在压力(例如10至20巴)下注入树脂,直到浸渍织物并加热工具以固化树脂。可以通过真空辅助流动(然后称为真空辅助-VARTM)。
增加压力可缩短循环时间,术语高压RTM(HP-RTM)用于混合头中的压力高达150巴和模具内的压力为30至120巴,具体取决于零件尺寸和几何形状。这个过程需要匹配的金属工具,非常适合每年100到10,000件的批量生产。
RTM
真空灌注和RTM的一种变体,它结合了低成本工具和设备的优点,以及RTM树脂泵送的简单浸渍工艺。模具的上部重量轻,可以灵活使用,在某些情况下使用硅胶“袋”,通过在图案上喷涂有机硅化合物制成。针对低生产率零件。
预浸料
预浸织物(预浸渍树脂)被切割成层(分层片),通常用手铺设,然后平滑到模具表面。这是航空航天和赛车运动中高性能碳纤维应用最流行的工艺。一些制造商现在正在使用自动铺带或自动丝束放置,而不是手工铺设的预浸料。 该零件可以通过多种方式进行固化:
- 高压釜:将铺好的部件真空袋装并在真空下固结,然后在120-180°C和2-6巴的高压釜(加压烘箱)中固化。
- 烤箱:真空袋装部件可以在烤箱中固化,只需施加真空压力。可提供低温预浸料,配方可在60-100°C真空压力下固化。这对于足够大的高压灭菌器不具有成本效益的大型零件很有用。
- 热压机:烤箱和高压釜处理通常需要几个小时。对于更短的循环时间,预浸料层可以铺设到匹配的金属工具中并在高压下在压力机中固化,并具有快速的热传递。零件可以在几分钟内固化和脱模,但工具很昂贵。它可以在烤箱中后固化。
长丝缠绕
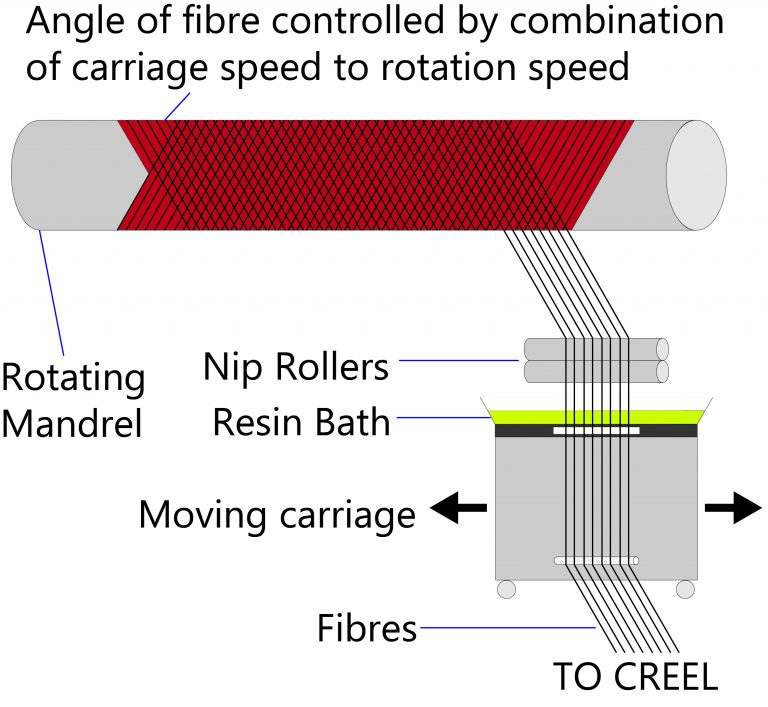
纤维束被拉过液体树脂浴并以各种方向缠绕在旋转的圆柱形心轴上。这通常用于制造管道和水箱。 多轴长丝缠绕可用于通过将丝束缠绕在具有成形端部的心轴上来制造压力容器或其他形状。然后心轴可以保持为内衬。
模塑料
模塑料具有出色的电气和防火特性以及模具的“A级”表面光洁度。模内流动意味着可以将夹具结合到零件中,从而降低装配成本。
散装模塑料可以通过在高压下注射到模具中或通过压缩成型来加工。应用包括汽车零部件、电气设备、家用电器。 片状模塑料是模压成型的,可与机织/单向织物或预浸料结合使用。应用包括轻质和坚固的车身面板、电气柜、淋浴盆。
连续过程
对于恒定截面产品,使用了几个连续过程:
拉挤成型:
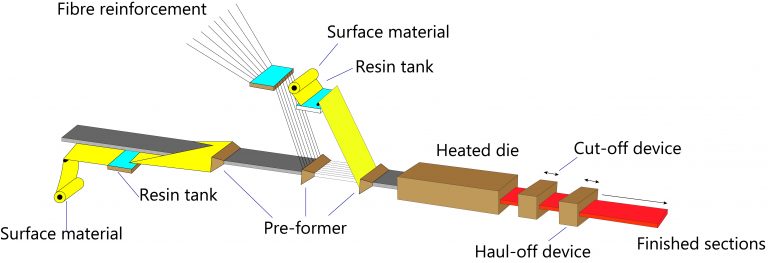
将多根粗纱和/或织物从卷轴拉出,通过树脂浴进入加热模具,在该模具中树脂硬化并形成形状。型材被拉过机器并由自动锯切割成所需的长度。典型产品是结构型材、电缆桥架、带材、棒材或管材。
- 拉绕:与拉挤成型一样,但粗纱从模具中出来时会缠绕在固化型材上。这可以防止型材分裂并增加抗弯强度。
- 连续片材:屋顶灯和平板产品可以通过将树脂喷涂到移动的载体薄膜上并将纤维切碎到树脂上来制造。当它向下移动到烤箱中时,它可以通过经过异型成型器来成型。然后修剪到一定长度。
- 连续长丝缠绕:与长丝缠绕相同,但连续用于制造长管。
热塑性塑料
热塑性复合材料通常通过将聚合物纤维与增强纤维混合并在模具中加热使聚合物熔化形成基体来生产。在称为包覆成型的混合工艺中,将填充短纤维的热塑性化合物注射到单个模具中的热塑性预浸料上。这可以消除之后添加固定装置等的需要。
有一些热塑性塑料可以像热固性塑料一样加工,因为它们在模具中反应和聚合,但之后仍然可以重新熔化。