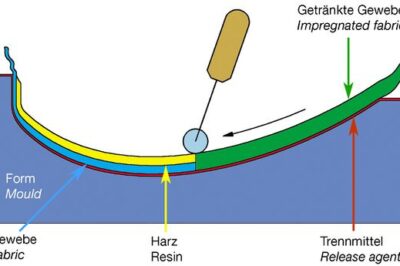
本文核心介绍玻璃钢手糊工艺中强芯毡的标准树脂吸胶量计算方式,同时补充强芯毡的材料特性、工艺适配要求及手糊施工中的常见问题与解决办法,为复合材料手糊作业提供完整的参数参考和实操指导。
一、手糊强芯毡核心树脂吸胶量参数
在典型的玻璃钢手糊工艺中,强芯毡的树脂吸收量为每毫米厚度 600g/m²,按不同厚度换算的具体吸胶量如下:
- 3mm 厚度强芯毡:树脂吸胶量 1.8kg/m²
- 5mm 厚度强芯毡:树脂吸胶量 3kg/m²
该参数为手糊工艺的标准参考值,实际施工中可根据树脂类型、施工环境微调,但偏差不宜过大,避免影响制品成型质量。
二、强芯毡基础专业知识
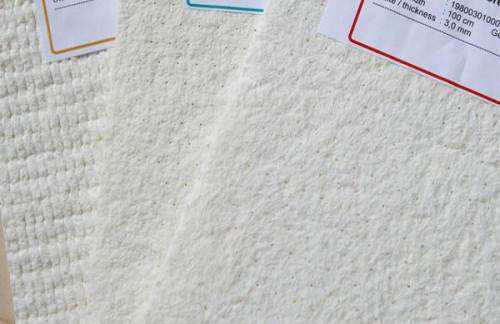
1. 材料组成与核心特性
强芯毡是由聚酯纤维和空心微珠复合制成的夹芯材料,微珠为闭合结构不吸收树脂,仅聚酯纤维部分完成树脂浸润,因此相同厚度下,使用强芯毡的玻璃钢制品比传统制品减重 30% 以上,同时能有效避免产品表面出现铺层印透问题,提升表面平整度。
2. 树脂体系兼容性
强芯毡可与绝大多数树脂体系完全兼容,包括环氧树脂、聚酯树脂、乙烯基酯树脂、酚醛树脂等,适配性广,满足不同玻璃钢制品的原料选择需求。
3. 工艺适配要求
强芯毡仅适用于湿法手糊、喷射成型工艺,主要用于大型玻璃钢产品制作;不可用于真空导流、预浸料工艺,高压环境会压缩强芯毡的微珠结构,导致芯材失效,无法发挥增厚减重的作用。
4. 手糊工艺应用优势
在玻璃钢模具制作和制品成型中,强芯毡可作为快速增厚铺层,搭配 450G 短切毡多层铺贴(首层 450G 毡 + 强芯毡 + 表层 450G 毡),不仅能快速提升制品厚度,还能增强模具 / 制品的刚度,同时大幅降低树脂整体用量,具备明显的成本优势。
三、手糊强芯毡施工常见问题及解决办法
1. 树脂吸胶量偏差问题
- 吸胶过多:易导致制品增重、固化收缩大,表面出现流胶、气泡增多,增加生产成本。解决:严格按 600g/m²・mm 的标准控制树脂用量,采用薄涂多遍方式施工,每层滚压后再补胶,避免一次性上胶过多。
- 吸胶不足:强芯毡未被完全浸润,出现干斑、干丝,制品易分层、强度下降,甚至出现渗水问题。解决:施工前检查强芯毡是否干燥无油污,刷胶后用消泡滚筒顺向多次滚压,确保树脂充分浸透毡体,无白点、空洞。
2. 施工中气泡、分层问题
- 气泡产生:多因树脂黏度高、滚压不到位、裹入空气导致,影响制品气密性和外观。解决:树脂黏度高时可适当加稀释剂或预热;坚持先刷底胶→铺毡→刷胶→滚压排气的标准流程,使用硬制橡胶辊或消泡滚筒彻底排净空气。
- 分层缺陷:层间粘接不牢,多因层间间隔时间过长、复杂部位排气困难、强芯毡铺贴褶皱导致,属于结构性缺陷。解决:控制铺贴节奏,在前一层表干未完全凝胶时铺下一层;转角 / 曲面等复杂部位先剪开口子消除褶皱,反复滚压;铺贴强芯毡时拉平贴实,边缘压实。
3. 厚制品施工开裂、变形问题
单次糊制强芯毡厚度超过 5mm 时,易因树脂固化放热过大导致制品开裂、变形。
解决:厚制品采用分次糊制方式,单次厚度不超过 5mm,分次施工中间对表面适度打磨,提升层间结合力;避免使用高放热树脂制作厚夹心结构制品。
四、手糊强芯毡施工通用注意事项
- 环境控制:施工环境温度保持 15-30℃,相对湿度低于 70%,无风、无尘,避免表面提前结皮封死气泡,或湿度太高导致固化不完全、表面发黏。
- 材料存放:强芯毡需干燥存放,防止受潮、沾染油污,树脂、固化剂、促进剂需在保质期内使用,不混用不同体系原料。
- 配比规范:严格按比例调配树脂、固化剂、促进剂,随用随配,避免固化剂 / 促进剂比例不当导致固化过快或过慢,影响吸胶和成型。
- 安全防护:施工时佩戴口罩、护目镜、耐溶剂手套,避免玻纤粉尘和树脂接触皮肤、呼吸道;工具使用后及时用丙酮清洗,废料固化后再处理。
- 模具处理:模具需干净、干燥、无油污,均匀涂刷脱模剂并晾干,确保制品顺利脱模,不影响表面质量。