
本文核心解答了六边形导流强芯毡多层重叠铺放的可行性问题,明确该方式虽可实现增厚但易产生厚度误差,大面积工程建议直接选用匹配厚度的强芯毡,并补充了相关铺放工艺、产品特性及常见问题解答。
一、核心问题解答:六边形导流强芯毡能否多层重叠增厚
六边形导流强芯毡可以通过重叠多层的方式获得较厚的厚度,但该方式存在明显的厚度误差问题,无法保证厚度的精准性。
原因在于六边形导流强芯毡的单元格为六边形闭孔结构,多层铺放过程中,单元格无法实现完全规则贴合,会出现随机的重叠、交叉情况,最终成型后的实际厚度受铺放状态影响较大,属于 “碰运气” 的增厚方式。
该方式仅可适用于小面积、对厚度精度要求较低的场景;若为大面积施工或整个项目的标准化生产,想要精准控制产品最终厚度,建议直接更换适配厚度的六边形导流强芯毡,从根源上避免厚度误差问题。
二、补充专业知识:六边形导流强芯毡核心特性与应用
1. 产品基础特性
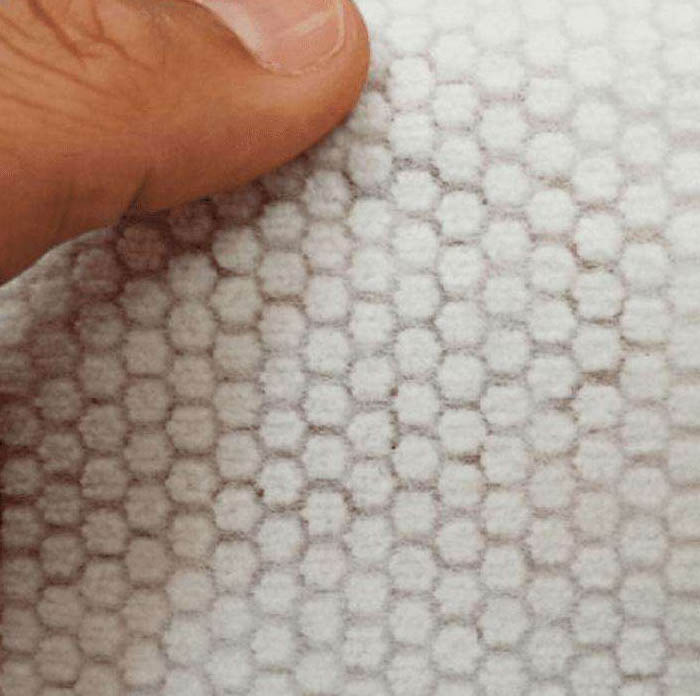
六边形导流强芯毡是聚酯非织造无纺布材质的夹芯材料,核心为六边形闭孔结构,搭配 0.5mm 流道设计,兼具芯材增厚与导流介质双重功能,在真空压力下低压缩率(10%@-0.8bar),不吸收树脂,能有效保证产品成型后的刚度与重量比。
该材料兼容不饱和树脂、乙烯基酯、酚醛树脂、环氧树脂等所有常规树脂体系,适配真空导入、RTM 轻型、RTM 重型等闭模工艺,最大可提供 10mm 厚度规格。
2. 核心应用价值
- 替代传统玻纤织物增厚,相同厚度下可使产品重量降低 30% 左右,同时大幅提升制品刚度;
- 自带导流槽,无需额外铺设导流网,减少真空辅材成本与树脂浪费,加快树脂流动浸润效率;
- 有效避免布纹印透问题,提升产品表面光洁度,且质地柔软随形性好,与玻纤铺层结合力优异。
3. 主流规格与工艺适配
六边形导流强芯毡分大、中、小、微四种六边形规格,另有手糊、真空导入专用系列,常见厚度覆盖 1-10mm,其中真空导入工艺常用 2-6mm 规格,手糊工艺常用 1-5mm 规格。
三、常见相关问题解答
1. 多层重叠铺放时,如何尽量减小厚度误差?
小面积使用时,可采用人工对位铺放,尽量让上下层六边形单元格相互嵌合而非直接重叠,铺放后用滚轮轻压定型,减少单元格交叉空隙;同时铺放前需保证模具表面平整,避免因基底不平整加剧厚度偏差。
2. 不同厚度的六边形导流强芯毡能否混合重叠?
不建议混合重叠,不同厚度的强芯毡单元格尺寸、流道设计不同,混合铺放会导致单元格贴合度更低,不仅厚度误差更大,还会影响树脂导流的均匀性,甚至造成局部树脂浸润不足。
3. 六边形导流强芯毡与普通强芯毡相比,铺放时有哪些特殊要求?
六边形导流强芯毡自带导流流道,铺放时需保证流道方向与树脂导流方向一致,多层铺放时更需注意流道对齐,避免流道被交叉的单元格堵塞,影响树脂流动;而普通强芯毡无固定导流结构,铺放对方向无特殊要求。
4. 大面积施工中,除了更换厚规格强芯毡,还有其他增厚方式吗?
可采用 “标准厚度强芯毡 + 玻纤增强层” 的复合铺层方式,在强芯毡上下层铺设玻纤方格布或短切毡,既可以精准控制增厚尺寸,又能借助玻纤层提升产品整体力学性能,该方式比多层重叠强芯毡更稳定,且成本更可控。
5. 六边形导流强芯毡铺放后,厚度误差会对产品产生哪些影响?
厚度误差不仅会导致产品尺寸不达标,还会造成局部刚度不均,在受力时易出现应力集中;同时,厚度偏差处的流道易变形,会影响树脂导流的均匀性,导致局部气泡、缺胶等缺陷,降低产品合格率。





