本文详细介绍树脂脱模剂的通用使用流程,包含前期准备、模具处理、脱模剂操作、干燥及浇注等核心步骤,同时补充专业使用知识与常见问题解答,助力提升树脂制品脱模成功率,适配不同品牌脱模剂的基础操作参考。
一、树脂脱模剂通用使用方法
1. 做好操作准备工作
操作前需保证工作区域通风条件良好,同时佩戴手套、护目镜等个人防护装备,防止脱模剂直接接触皮肤和眼部,避免造成刺激。
2. 彻底清洁模具表面
使用脱模剂前,必须将模具表面的灰尘、油脂、树脂残留等杂质清理干净,可选用专用模具清洁剂配合无尘布擦拭,确保模具表面无污渍,否则会影响脱模剂成膜效果,导致脱模失败。
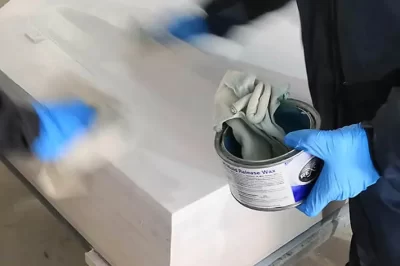
3. 充分搅拌脱模剂
绝大多数树脂脱模剂在使用前需要搅拌均匀,按照产品指导说明,用搅拌棒或电动搅拌器将脱模剂彻底搅拌,避免因成分分层影响脱模效果,搅拌后需尽快使用,防止成分再次沉淀。
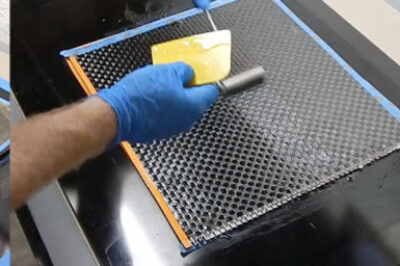
4. 均匀喷涂 / 涂抹脱模剂
根据脱模剂的类型(油性 / 水性 / 蜡质)和模具的形状、材质,选择喷枪、毛刷、无尘布等工具进行施工;将脱模剂均匀覆盖模具整个表面,包括边角、凹槽等细节部位,做到无漏涂、无厚涂,厚涂易导致制品表面出现流挂、缩孔等瑕疵。
5. 等待脱模剂充分干燥
树脂脱模剂需在模具表面形成薄而光滑的均匀脱模膜,需严格按照产品说明等待足够的干燥时间,水性脱模剂干燥时间相对较长,油性脱模剂干燥速度较快,未完全干燥前禁止浇注树脂,否则会破坏脱模膜。
6. 进行树脂制品浇注作业
确认脱模剂完全干燥成膜后,即可正常进行树脂的搅拌、浇注操作,成型后树脂制品可借助脱模膜轻松与模具分离,完成脱模工序。
重要提示:不同品牌、类型的树脂脱模剂具体使用方法存在差异,操作前务必仔细阅读产品配套的使用说明,严格按照供应商的指导要求施工。
二、树脂脱模剂专业使用知识
- 脱模剂的选择需匹配模具材质(硅胶 / 玻璃钢 / 金属 / 木质)和树脂类型(环氧树脂 / 不饱和聚酯树脂 / 聚氨酯树脂),硅胶模具适配水性脱模剂,金属模具更适合油性脱模剂,选错易出现粘模、脱模剂脱落问题。
- 多次浇注的模具,可采用 “薄涂多次” 的方式涂抹脱模剂,每层干燥后再涂下一层,提升脱模膜的致密性,增强脱模效果。
- 脱模剂施工后,若模具表面出现白点、结块,多为搅拌不匀或涂抹过厚导致,需用清洁剂擦拭后重新薄涂。
- 未使用完的脱模剂需密封保存,放置在阴凉通风处,避免阳光直射和高温环境,防止脱模剂变质失效。
- 操作过程中若脱模剂不慎溅入眼部,需立即用大量清水冲洗,若出现皮肤红肿、瘙痒等不适,及时用肥皂水清洗并就医。
三、树脂脱模剂常见相关问题解答
1. 为什么涂抹了脱模剂还是会粘模?
粘模的核心原因主要有四点:一是模具表面清洁不彻底,有杂质影响成膜;二是脱模剂未搅拌均匀或涂抹漏涂、未完全干燥;三是脱模剂与树脂 / 模具材质不匹配;四是树脂固化不完全就进行脱模操作。
2. 脱模剂可以重复使用吗?
脱模剂为一次性成膜产品,涂抹在模具表面的脱模膜在脱模后会随制品部分脱落或失去致密性,无法重复使用,再次浇注需重新清洁模具并涂抹新的脱模剂。
3. 不同品牌的脱模剂可以混合使用吗?
不建议混合使用,不同品牌脱模剂的成分、配方存在差异,混合后易发生化学反应,导致脱模剂失效、成膜不均,甚至影响树脂制品的表面质量。
4. 脱模剂涂抹越厚越好吗?
并非如此,脱模剂只需形成一层薄而均匀的膜即可实现脱模效果,涂抹过厚会导致树脂制品表面出现流纹、麻点、光泽度下降等问题,还会增加脱模后制品的清理工作量。
5. 树脂脱模剂的保质期一般是多久?
未开封的树脂脱模剂保质期通常为 1-2 年,开封后需在 3-6 个月内使用完毕,密封不佳会导致脱模剂挥发、变质,影响使用效果,过期的脱模剂不建议继续使用。