本文全面介绍玻璃钢制品通用修补方法,涵盖从表面划痕到结构性破损的各类修复场景,提供详细的施工流程、材料选择指南及质量控制要点,帮助用户掌握玻璃钢修复的核心技术。
一、玻璃钢修补概述
玻璃钢(FRP)修补是一项成熟的技术,核心原理是在清理干净的受损区域,通过铺放浸渍树脂的玻璃纤维增强材料,经固化后恢复结构完整性和表面质量。修补成功的关键在于:界面处理、材料匹配、工艺规范。
二、通用修补流程
| 步骤 | 操作详解 | 关键要点 |
|---|---|---|
| 1. 评估与准备 | 确定损伤范围、深度;清理表面污物 | 标记修补区域,比损伤区大50mm |
| 2. 打磨处理 | 用角磨机打磨去除受损层;边缘打磨成斜坡(坡比1:10-1:15) | 露出新鲜、无污染的玻璃钢基材 |
| 3. 清洁干燥 | 丙酮或专用清洁剂擦拭;压缩空气吹净粉尘;确保干燥 | 无油、无尘、无水 |
| 4. 材料裁剪 | 按修补区域形状裁剪玻纤布/毡;由小到大逐层准备 | 纤维方向与原铺层一致 |
| 5. 树脂调配 | 按比例加入固化剂,搅拌均匀 | 少量多次,避免过早凝胶 |
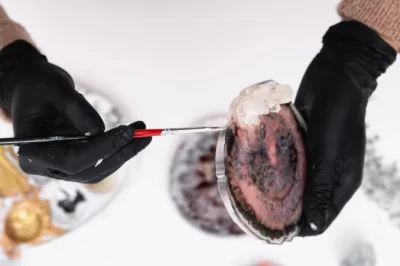
| 6. 涂刷铺层 | 涂刷树脂→铺放增强材料→辊压排气;重复操作至设计层数 | 逐层压实,无气泡 |
| 7. 固化 | 常温固化24小时或加温固化 | 固化期间不扰动 |
| 8. 后处理 | 打磨平整;补涂胶衣或面漆 | 恢复外观 |
三、专业知识补充
1. 不同损伤类型的修补方法
| 损伤类型 | 修补方法 | 铺层建议 |
|---|---|---|
| 表面划痕、麻点 | 打磨至平滑→清洗→刮涂树脂腻子→打磨→涂胶衣 | 无需增强层 |
| 胶衣层脱落 | 打磨至玻璃钢层→清洁→喷涂/刷涂新胶衣 | 单层胶衣 |
| 浅层裂纹(未穿透) | 打磨开V型槽→树脂填充→覆盖1层玻纤毡 | 1-2层增强 |
| 穿透性裂缝 | 打磨至完好层→背面预补→正面逐层糊制 | 3-5层,覆盖裂纹两侧各50mm |
| 穿孔/孔洞 | 打磨周边→填充树脂腻子或泡沫→逐层糊制 | 多层,覆盖孔径5倍以上 |
| 结构层分层 | 去除分层部分→打磨→重新糊制 | 按原铺层恢复,可增加1-2层 |
2. 修补材料选用指南
| 材料类型 | 选用要点 | 常用规格 |
|---|---|---|
| 树脂 | 与原制品树脂类型相同;或选用环氧树脂(相容性好) | 不饱和聚酯、乙烯基酯、环氧 |
| 增强材料 | 与原制品增强材料类型一致;常用无碱玻纤布/毡 | 300g/㎡毡,400-800g/㎡布 |
| 固化剂 | 与树脂配套,比例准确 | MEKP(不饱和/乙烯基)、胺类(环氧) |
| 助剂 | 填料(提高耐磨)、色浆(颜色匹配) | 碳酸钙、滑石粉 |
3. 不同树脂体系的修补要点
| 树脂类型 | 特点 | 修补注意事项 |
|---|---|---|
| 不饱和聚酯 | 常用,成本低,收缩大 | 需添加填料控制收缩;层间打磨 |
| 乙烯基酯 | 耐腐蚀好,强度高 | 固化剂用量1.5%-2.5%;后固化处理 |
| 环氧 | 收缩小,粘接力强 | 配比精确;常温固化慢,可加温加速 |
四、常见问题解答
问:玻璃钢修补后会出现修补痕迹吗?
- 规范修补后,通过打磨抛光或喷涂面漆,可最大限度消除痕迹。但完全无痕修复难度较高,尤其是有颜色和纹理的表面。
问:修补用树脂必须和原制品一样吗?
- 理想情况下应相同。环氧树脂与多数树脂体系相容性好,可作为通用修补树脂,但需确认与原制品的粘接强度。
问:修补后出现气泡怎么办?
- 原因:辊压不充分、树脂粘度过高、固化过快。处理:小气泡可打磨后补涂;大气泡需铲除重做。
问:玻璃钢制品能补漆吗?
- 可以。修补区域打磨平整后,可喷涂聚氨酯面漆或专用玻璃钢涂料。注意选用与树脂体系相容的涂料。