本文明确 RTM 与 LRTM 工艺可以生产带锁模(倒扣 / 卡钩)形状的零件,并讲解实现方法、模具结构、设计要点与注意事项,补充应用案例、设计规范和常见问题,为复合材料闭模成型结构设计提供实用参考。
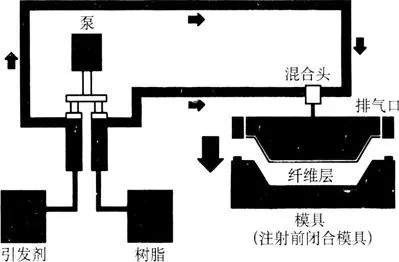
RTM 和 LRTM 闭模成型工艺可以模制带有锁模(倒扣 / 卡钩)形状的零件,但由于闭模模具必须能够正常开合,零件的倒扣结构不能阻碍模具运动,必须通过活动嵌件、滑块、可拆卸镶块等结构配合,才能实现顺利成型与脱模。
一、锁模形状的基本定义
锁模形状指零件上存在倒扣、卡槽、勾脚、内凹、侧孔等会阻碍模具直接开合的结构,这类结构无法用简单的上下对开模直接成型。
二、RTM/LRTM 成型锁模结构的核心原则
- 模具上下两半必须能沿开模方向顺畅开合,不被零件结构卡住。
- 倒扣区域必须使用可拆除、可移动、可旋转的模具结构配合。
- 成型后先取出活动嵌件,再正常开模,避免拉伤产品或损坏模具。
三、实现锁模形状的三种常用方法
- 松动嵌件结构在倒扣位置放入可拆卸镶块,成型固化后先取出嵌件,再开模,是最常用、最稳定的方案。
- 侧向滑块结构通过水平或斜向滑块退出倒扣位置,适合复杂侧凹、侧孔、卡扣结构。
- 分瓣式型芯将内扣型芯做成可收缩分瓣结构,脱模时先收缩再抽出,适合内腔倒扣。
四、模具设计关键要求
- 嵌件与模具主体配合精度高、间隙小,防止漏树脂。
- 嵌件表面必须做防锈、防粘处理,便于顺利取出。
- 模具定位必须准确可靠,保证嵌件在注射中不偏移。
- 倒扣区域需预留排气,避免出现气泡、缺料。
五、典型应用案例
- 汽车内饰卡扣座:使用松动嵌件成型卡钩,产品可直接装配。
- 电池包壳体卡槽:侧向滑块成型倒扣槽,强度高、尺寸稳定。
- 设备外壳锁扣位:分瓣型芯实现内凹结构,外观无合模线。
- 船舶配件固定脚:简易嵌件成型倒扣,成本低、可靠性高。
- 医疗构件卡接位:高精度滑块结构,满足装配互换性。
六、专业知识
RTM 与 LRTM 属于对开模体系,本身不具备自由成型倒扣的能力,必须依靠活动结构。手糊、真空灌注可通过柔性袋脱模,但闭模必须依靠机械脱出结构。合理的倒扣设计可减少装配零件、降低整体成本、提升结构强度。
七、常见问题解答
- RTM 可以直接做倒扣吗:不可以,必须加嵌件或滑块才能脱模。
- 嵌件会被树脂粘住吗:做好脱模剂、表面光洁度、配合间隙即可避免。
- 倒扣太深能做吗:可以,但需加大脱模斜度、优化嵌件结构。
- ZIP‑RTM 能做更复杂的锁模形状吗:可以,模具精度更高,适合复杂倒扣。
- 活动嵌件会影响产品精度吗:设计合理不会影响,反而提升尺寸稳定性。
- 锁模结构会增加模具成本吗:会小幅增加,但省去后续装配成本。
- 所有闭模工艺都能做锁模形状吗:是的,RTM、LRTM、ZIP‑RTM 均支持。
八、总结
RTM 和 LRTM 工艺完全可以模制带锁模、倒扣、卡钩形状的零件,核心是通过松动嵌件、侧向滑块、分瓣型芯等模具结构,让倒扣区域不阻碍开模。只要模具设计合理,闭模成型可稳定生产各类带卡扣、卡槽、内凹的高精度结构件。