摘要:胶衣喷涂主流选用无气喷涂,具备高效、均匀、省料、厚涂友好等优势,本文说明其特点、适用场景、实操案例与常见问题,帮你选对喷涂工艺提升制品质量。
一、胶衣喷涂最常用技术:无气喷涂
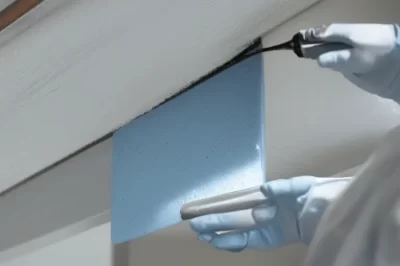
在玻璃钢、卫浴、船舶、防腐等胶衣施工场景中,无气喷涂(Airless Spraying)是最常见、适用性最广的喷涂方式。它依靠高压泵直接推送胶衣,通过喷嘴雾化,不靠压缩空气雾化,更适配高粘度胶衣。
二、无气喷涂核心优势(重点加粗)
- 高效快速高压大流量出料,大面积喷涂速度远超传统空气喷涂,适合模具、船体、整体卫浴等大面施工,显著提升产能。
- 涂层均匀高压雾化细腻,膜厚一致性好,表面光洁、无橘皮、无流挂,提升胶衣外观与防护效果。
- 节约涂料无空气吹散、回弹少,利用率比空气喷涂高 15%–30%,大幅降低材料成本。
- 适合厚涂层施工一次成膜厚,减少遍数与返工,满足防腐、耐磨、耐候等高膜厚要求。
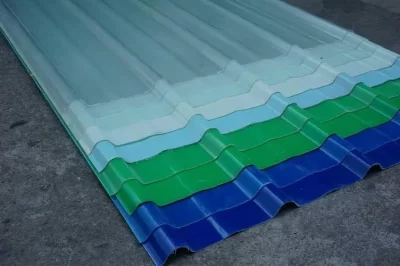
- 适配性广可喷涂不饱和聚酯胶衣、丙烯酸、聚氨酯等多数类型,适用于FRP 制品、模具、防腐、建筑防水等领域。
三、专业补充:无气喷涂与空气喷涂对比
- 无气喷涂:高压无气雾化,适合高粘度胶衣,膜厚均匀、省料、效率高,是行业首选。
- 空气喷涂:靠气压雾化,适合小面积修补,但回弹大、浪费高、膜厚偏薄,不适合大面积胶衣。
- 静电喷涂:利用率更高,但设备贵、对胶衣导电性要求高,普通玻璃钢少用。
四、实操案例
- 卫浴厂案例:改用无气喷涂后,单套卫浴喷涂时间缩短 40%,胶衣耗量下降 22%,表面针孔明显减少。
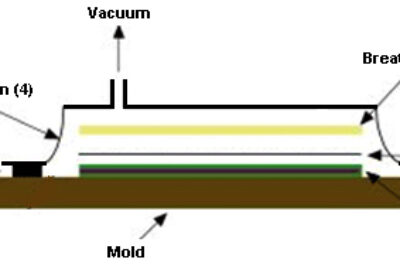
- 玻璃钢模具案例:无气喷涂一次成膜达标,膜厚稳定,脱模后光泽度与平整度优于空气喷涂。
- 防腐工程案例:厚胶衣无气喷涂一次成型,耐酸碱与耐候性达标,验收一次通过。
五、常见问题解答
Q1:无气喷涂适合所有胶衣吗?
适合绝大多数不饱和聚酯、聚氨酯胶衣;高触变、超厚胶衣需选用大流量高压机型并匹配喷嘴。
Q2:无气喷涂膜厚怎么控制?
控制压力、走枪速度、重叠宽度即可;常规胶衣建议一次喷涂0.15–0.3mm,分两道更稳定。
Q3:无气喷涂容易出现哪些问题?
压力不足会雾化差;喷嘴磨损会导致条纹、厚薄不均;走枪不稳易流挂,按规范调试即可避免。
Q4:小面积修补用什么喷涂?
小面积、边角修补优先用空气喷涂或手工刷涂,大面积必须用无气喷涂。
Q5:无气喷涂设备怎么选?
胶衣施工建议选柱塞式高压无气喷涂机,压力稳定、维护简单,适合高粘度树脂类材料。
六、总结
胶衣喷涂优先选择无气喷涂,它在效率、均匀度、省料、厚涂方面全面领先,是玻璃钢、卫浴、船舶、防腐等领域的主流标准工艺。施工时按胶衣厂家参数调整压力与喷嘴,可稳定提升外观与性能。