
本文介绍树脂抽真空袋装工艺的原理、系统搭建方式、材料结构与操作要点,为复合材料高品质压制成型提供规范指导。
工艺基本原理
树脂抽真空袋装工艺是借助真空设备与真空袋对层压板施加压力,排出层间空气、提升纤维树脂比,从而获得高强度、轻量化粘合层压板的成型方法。工艺可施加最高 1 个大气压(14psi/30 英寸汞柱)压力,压实层压板并排出多余树脂,实现纤维与树脂最佳配比。
真空袋系统搭建方式
- 模具法兰式:模具外周预留约 8 英寸法兰,用于粘贴密封胶带与真空袋,预留多余树脂容纳空间。
- 整模包裹式:将模具与制件整体装入真空袋,不依赖模具法兰实现密闭真空。
- 局部维修式:针对模具或制品修复区域单独搭建真空袋,预留树脂流动安全距离。
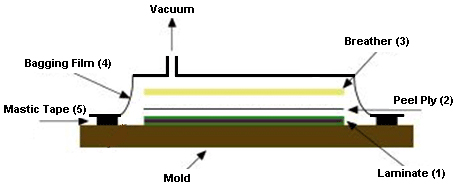
真空袋材料层结构
- 模具与层压板:成型基体与增强材料组合。
- 剥离层 Peel Ply:防止辅材粘黏制品,保障表面质量。
- 透气布 Breather:吸收多余树脂,均匀传递真空压力。
- 真空袋膜 Bagging Film:形成密闭腔体,保证真空环境。
- 密封胶带 Mastic Tape:密封边缘,防止真空泄漏。
- 真空接口与配件:连接真空泵,实现系统抽真空。
工艺操作要点
- 真空计应安装在真空泵对侧,准确监测远端真空度。
- 复杂构件可增设透气布或 1/4 英寸 PVC 管,强化真空均匀性。
- 真空袋需预留适当松弛度,确保凹陷部位紧密贴合,避免架桥形成树脂堆积。
- 灌注前严格检漏,确保系统无漏气。
专业知识补充
真空袋装工艺属于闭模加压成型,以负压压实增强体,可显著降低制品孔隙率、提高纤维体积含量,力学性能优于手糊工艺。常与预浸料、真空灌注配合使用,透气布负责均压与吸胶,剥离层负责脱模,密封系统决定成型稳定性,是航空、风电、高端复材构件的关键工艺。
行业应用案例
- 航空航天碳纤维预浸料成型,采用真空袋压提升致密度与强度。
- 风电叶片主梁与腹板压制,用真空袋装保证层间结合稳定。
- 游艇船体、甲板复材压制,提高表面平整度与结构可靠性。
- 汽车轻量化碳纤维部件,借助真空袋压实现薄壁高精度成型。
- 复合材料制品修复,使用局部真空袋装保证修复结合强度。
常见问题 FAQ
- 问:真空袋装工艺的核心作用是什么?答:排出层间空气、提高纤维树脂比,提升制品强度与轻量化水平。
- 问:真空袋可提供多大压力?答:最高可达1 个大气压(14psi/30 英寸汞柱)。
- 问:真空袋系统有哪几种搭建方式?答:模具法兰式、整模包裹式、局部维修式。
- 问:真空袋必备辅材有哪些?答:剥离层、透气布、真空袋膜、密封胶带。
- 问:真空袋铺设要避免什么问题?答:避免架桥凹陷,防止局部积胶削弱制件强度。
- 问:透气布的作用是什么?答:吸收多余树脂、均匀传递真空压力。
- 问:真空计安装位置有什么要求?答:安装在真空泵对侧,准确监测制件远端真空度。
- 问:该工艺适合哪些制品成型?答:适合航空构件、风电叶片、船舶复材、高端碳纤维制品等。





