本文为完整脱模剂系统指南,讲解脱模原理、五大类脱模剂特点与用法,包含表面处理、使用规范、储存要点及常见问题解决,为玻璃钢、树脂模具高效安全脱模提供全流程专业指导。
脱模系统:由表面处理、涂层工艺、脱模剂组合而成,用于防止树脂将制品粘在模具上,保障顺利脱模。
粘附形式:分为机械粘附与化学粘附,脱模核心是阻断这两种粘附。
- 机械粘附:依靠表面纹理与表面能结合,通过光滑表面、填充孔隙、降低表面能预防。
- 化学粘附:分子水平形成化学键,通过化学惰性表面、物理隔离层预防。
一、五大类脱模剂详解
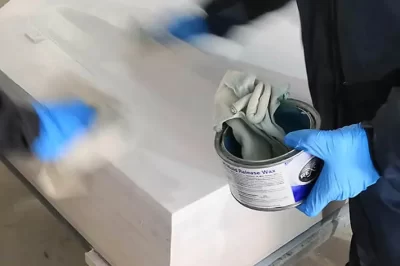
1. 蜡类脱模剂
- 蜡类:传统常用脱模剂,含巴西棕榈蜡、PTFE / 硅胶添加剂,滑度适中。
- 适用场景:新模具制作、对表面光泽有要求的制品。
- 使用方法:小面积涂抹、抛光至无雾无污,多层薄涂、间隔 15 分钟。
- 缺点:可能转移残留、施工工作量大、长期使用易堆积需剥离。
2. PVA 聚乙烯醇
- PVA:水溶性液体成膜型脱模剂,形成物理隔离层。
- 适用场景:新模具、表面要求不高的制品。
- 使用方法:推荐喷涂,薄涂多层,避免流挂,可用温水清洗残留。
- 特点:隔离可靠,但会影响制品表面光洁度。
3. 聚合物脱模系统
- 聚合物脱模:溶剂 / 水性载体蒸发后形成低表面能膜,含 PTFE 等成分。
- 使用方式:喷涂或擦拭,单组分,施工快捷。
- 特点:滑度高、用工少,但存在转移风险,适合非高光制品。
4. 半永久性脱模系统
- 半永久性脱模:生产级标准方案,形成牢固附着涂层,支持多次脱模。
- 组成:密封剂 + 脱模剂,部分含底漆。
- 优点:转移极小、无堆积、寿命长,适合批量生产。
- 施工:必须先彻底清洁模具,薄涂多层,严格遵守间隔时间。
5. 离型膜
- 离型膜:低表面能薄膜,类似不粘涂层,直接贴覆模具。
- 适用:手板、一次性制品、紧急简易脱模。
- 类型:特氟龙膜、亚克力 / 硅胶背胶膜、包装胶带临时替代。
二、核心使用要点
- 表面处理:模具越光滑越好,最低220–320 目打磨,清洁干燥无油污。
- 涂层原则:多层薄涂、全覆盖、无漏点,少量即可粘模。
- 滑度选择:并非越高越好,过高易导致预脱模、胶衣滑移。
- 转移问题:脱模剂随制品脱落,影响喷漆、二次粘接,需提前清洁。
- 使用温度:普通蜡≤80℃,高温与预浸料用半永久 / 离型膜。
三、实用测试与技巧
- 胶带测试:用美纹纸粘贴脱模面,易脱落则脱模效果可靠。
- 密封胶带问题:高滑脱模剂会导致真空袋 / 遮蔽胶带粘不牢,建议先贴胶带再涂脱模剂。
- 新模具处理:新模具易粘模,建议后固化、静置、做剥离涂层,搭配 PVA 更安全。
- 内部脱模剂 IMR:与树脂混合添加,适用于闭模成型,配合半永久脱模使用。
脱模专业知识
表面能与脱模关系
表面能越低,树脂越难粘附,脱模剂核心作用就是降低模具表面能。
完全固化判断标准
模具与制品树脂需完全固化,可用巴氏硬度计检测,避免化学粘连。
薄涂多层原理
单层脱模剂有孔隙,多层叠加可消除漏点,提升隔离可靠性。
半永久系统固化机制
多数半永久脱模剂与空气中水分反应成膜,需密封保存、严控保质期。
常见问题
涂了脱模剂还是粘模怎么办?
检查是否漏涂、涂层过薄、固化不完全、模具未清洁,更换匹配型号重试。
PVA 会影响产品表面吗?
会,PVA 流挂、厚薄不均会复制纹理,建议喷涂并薄涂多层。
半永久性脱模能脱多少次?
正常施工可多次循环脱模,具体以产品说明与脱模难度为准。
脱模剂转移后怎么处理?
蜡类用清洁剂去除,PVA 用温水擦洗,聚合物 / 半永久需专用清洗剂。
新模具为什么更容易粘模?
新模具残留活性基团 / 游离苯乙烯,易与制品树脂化学键合,建议先做剥离测试。
蜡和半永久可以混用吗?
不建议混用,会降低附着力、影响寿命、增加残留风险。