本文详细阐述了玻璃钢(GFRP)模具从前期表面准备到后期精加工的完整制造工艺流程,同时说明工艺细节会受模具复杂度等多种因素影响,精湛的操作工艺和细节把控是保障模具质量与功能的关键。
一、模具准备
开展玻璃钢模具制造前,需对模具表面进行精细化处理,核心操作是在表面均匀涂抹脱模剂或脱模蜡。脱模剂和脱模蜡的作用是降低模具与后续固化的 GFRP 部件之间的附着力,让脱模过程更顺畅,避免脱模时对模具或成品造成粘连损坏,这是模具制造的基础前置步骤,直接影响后续脱模工序的效率和成品完整性。
二、胶衣应用
模具表面处理完成后,涂抹的第一层材料为胶衣,胶衣属于着色树脂类材料。一方面,它能为玻璃钢模具打造出光滑、高光泽的表面质感,奠定模具美观的基础;另一方面,胶衣层可作为模具的第一道防护屏障,抵御外界温湿度、腐蚀介质等环境因素的侵蚀,同时也能为最终成型的 GFRP 产品赋予良好的外观效果,常用的胶衣类型有邻苯型、间苯型、乙烯基酯型等,可根据模具的使用环境和要求选择。
三、增强层应用
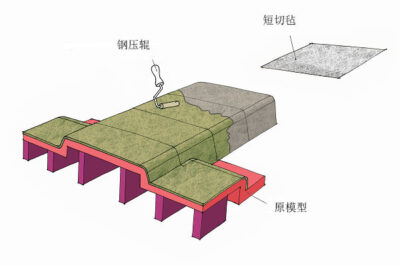
胶衣层施工完成后,需在模具表面铺设玻璃纤维增强材料层,常用的增强材料包括短切绞合垫、编织玻璃纤维织物,此外玻璃纤维毡、单向玻璃纤维布等也较为常用。这类玻璃纤维增强材料是模具的 “骨架”,能够为玻璃钢模具提供充足的机械强度、刚度和结构完整性,让模具具备承受后续成型加工压力的能力,铺设时需根据模具的受力情况确定增强层的层数和铺设方向。
四、树脂应用
玻璃纤维增强层铺设到位后,需施加树脂系统对增强材料进行充分浸渍,主流使用的树脂有聚酯树脂、环氧树脂、乙烯基酯树脂三类。聚酯树脂性价比高,成型工艺简单,适合普通模具制造;环氧树脂粘接性、耐腐蚀性优异,机械性能强,适用于高精度、高要求模具;乙烯基酯树脂兼具聚酯和环氧的优点,耐化学腐蚀性突出,适合恶劣环境下使用的模具。施工时通过刷子、滚筒等工具将树脂均匀分布,确保每一根玻璃纤维都被树脂完全润湿,避免出现干丝现象,保证层合材料的结合效果。
五、空气去除(滚动和真空)
树脂浸渍后,模具层压板中易残留气泡,气泡会严重影响模具的密实度、强度和表面质量,因此必须进行空气去除处理,常用两种核心方法:
- 滚筒滚压法:使用专用滚筒在层压板表面反复滚压,将层内的气穴挤出,操作简单,适合小型、简单模具的除气作业;
- 真空法:采用真空袋或真空输液技术,通过抽真空产生的负压,将层压板内的空气和多余树脂抽出,除气效果更彻底,模具密实度更高,适合大型、高精度、复杂模具的制造。
六、固化
除气完成后,将模具置于适宜环境中进行固化硬化,固化是树脂发生交联反应、形成稳定三维网状结构的过程,也是模具成型的关键步骤。固化速度可通过两种方式调控,一是对模具进行加热处理,常见的加热方式有烘箱加热、红外线加热、水浴加热等;二是在树脂系统中添加固化剂、促进剂等添加剂。固化时间并非固定值,主要取决于树脂的类型、添加剂的配比,同时环境的温度、湿度也会产生显著影响,例如环氧树脂的固化时间通常比聚酯树脂更长,低温环境会大幅延缓固化速度。
七、脱模
待模具完全固化达到设计强度后,进行脱模操作,即将成型的玻璃钢模具与原模具表面分离。脱模时需采用规范的技术和工具,如使用楔块缓慢撬动、配合脱模剂辅助分离,操作过程要轻缓、均匀施力,避免因操作不当造成模具开裂、缺角、表面划伤等损坏,对于结构复杂的模具,可采用分模脱模的方式,降低脱模难度。
八、精加工
脱模后的玻璃钢模具并非直接可用,需进行一系列精加工处理,弥补制造过程中的细微缺陷,提升模具的精度和使用性能,核心工序包括:
- 修边:使用切割工具修剪模具边缘多余的材料,使模具尺寸符合设计要求;
- 打磨抛光:通过粗磨、细磨、抛光等步骤,处理模具表面的毛刺、流挂、凹凸不平处,进一步提升表面光洁度;
- 修补调整:对模具表面的针孔、小裂纹、局部缺料等缺陷进行修补,同时根据实际使用需求,对模具的配合部位、安装部位进行精准调整。
九、工艺注意事项
玻璃钢模具制造的具体细节并非一成不变,会根据实际生产情况发生调整,影响工艺的核心因素包括模具的结构复杂性、成品所需的表面光洁度等级、选用的树脂系统类型以及制造企业的生产工艺和设施条件。整个制造过程中,娴熟的操作工艺、对每一道工序的细节把控至关重要,任何一个环节的疏忽都可能导致模具质量下降,影响其使用寿命和成型产品的品质。
十、玻璃钢模具制造常见相关问题
- 模具表面出现针孔、气泡怎么解决?首先在树脂浸渍时要保证纤维完全润湿,滚压除气时做到全面、细致;若出现针孔和气泡,小缺陷可通过打磨后填补胶衣或树脂修补,大缺陷需剔除局部层合材料,重新铺设增强层并浸渍树脂、除气固化。
- 胶衣层出现开裂、脱落的原因是什么?主要原因包括胶衣与模具表面结合不牢固、胶衣层厚度不均、固化时温湿度控制不当、后续增强层施工时对胶衣层造成机械损伤;解决方法是做好模具表面清洁处理,保证胶衣涂抹均匀,控制固化环境,铺设增强层时轻放轻铺。
- 如何选择玻璃钢模具的树脂和玻璃纤维材料?普通民用、低要求模具可选用聚酯树脂 + 短切绞合垫;高精度、高机械性能的模具选用环氧树脂 + 编织玻璃纤维织物;耐化学腐蚀、户外恶劣环境使用的模具选用乙烯基酯树脂 + 耐碱玻璃纤维增强材料。
- 模具固化后强度不足该如何处理?先检查树脂和增强材料的配比是否合理、增强层铺设是否达标,若强度偏差较小,可在模具表面增加一层增强层和树脂浸渍固化;若强度严重不足,需重新制造模具,严格把控材料配比和各道施工工序。
- 脱模时模具发生粘连该怎么处理?可适当补充脱模剂并轻轻撬动粘连部位,切勿强行拉扯;若粘连严重导致模具损坏,需修补损坏部位,并在后续制造中增加脱模剂涂抹层数、保证涂抹均匀。