真空灌注树脂成型工艺定义
真空灌注树脂成型工艺(VRI/VARTM) 是在真空负压作用下,将液态树脂导入闭合模腔,浸润增强材料并固化成型的工艺。该工艺可制得树脂增强比稳定的高品质层压板,降低树脂蒸汽接触风险,提升生产安全与环保水平。
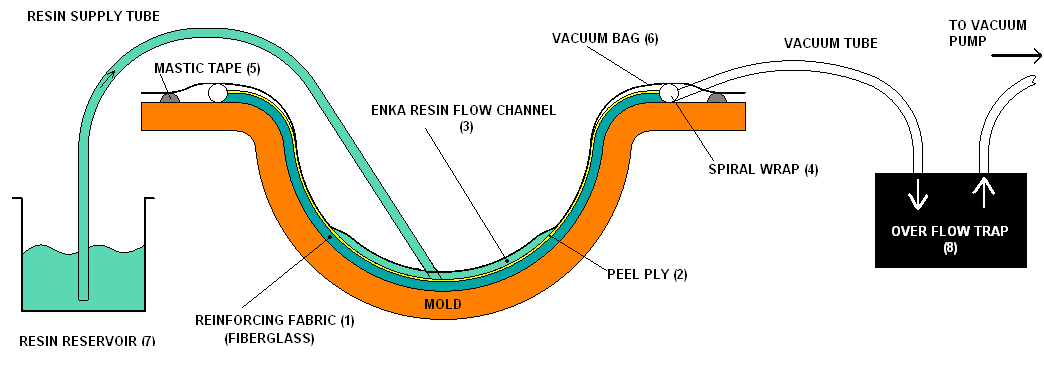
工艺核心材料组成
- 增强材料:玻璃纤维、碳纤维、凯夫拉纤维、芯材
- 剥离层:Peel Ply
- 树脂流动通道:Enka 导流通道
- 螺旋缠绕管:Spiral Wrap
- 密封胶带:Masti TPE
- 真空袋膜:Vacuum Bag
- 树脂储槽:Resin Reservoir
- 溢流收集装置:Over Flow Trap
- 真空管、树脂供应管
标准操作步骤
- 将增强材料铺放在模具内。
- 在增强材料上铺设剥离层。
- 在制件中心上方铺设Enka 树脂流动通道。
- 在制件周边法兰布置螺旋缠绕管。
- 使用密封胶带密封真空袋边缘。
- 铺设真空袋并确保紧密贴合,避免架桥积水。
- 安装树脂储槽与供应管并密封。
- 连接溢流收集装置与真空泵。
- 封闭树脂管路,抽真空检测系统密封性。
- 配置并注入树脂,在真空下完成浸润灌注。
- 记录温度、真空度、流动时间,优化灌注路径。
工艺核心优势
真空灌注树脂成型可保证制品性能均匀一致,提升树脂增强比,减少气泡、缺胶、干斑等缺陷。全程密闭作业,降低挥发性气体接触,保障生产安全、健康与环保排放。
专业知识
真空灌注树脂成型属于闭模成型工艺,依靠 – 0.08~-0.098MPa 负压驱动树脂流动与浸润,成型制品纤维含量高、孔隙率低、力学性能稳定。Enka 导流管负责中心导流,螺旋管负责边缘抽气,配合剥离层、隔离膜、真空袋形成完整流体通路,是大型、厚壁、高精度复合材料的主流成型方案。
行业应用案例
- 风电叶片真空灌注,实现大尺寸制品均匀浸润与高力学性能。
- 游艇 / 船舶玻璃钢船体成型,提升表面质量与结构强度。
- 轨道交通车辆复材构件,保证批量一致性与低缺陷率。
- 航空航天碳纤维部件,采用真空灌注实现高精度成型。
- 卫浴洁具、防腐储罐、新能源壳体,提升生产效率与环保性。
常见问题 FAQ
问:真空灌注属于开模还是闭模工艺?答:属于闭模成型工艺,更环保且性能更稳定。
问:真空灌注树脂成型的简称是什么?答:常称为VRI 或 VARTM 工艺。
问:工艺核心优势有哪些?答:制品质量稳定、树脂增强比优、安全环保、低缺陷。
问:核心导流材料是什么?答:Enka 树脂流动通道与螺旋缠绕管。
问:灌注前必须做什么操作?答:必须抽真空检漏,确认密封与压实状态。
问:真空袋铺设要注意什么?答:避免架桥凹陷,防止局部积胶削弱制件强度。
问:灌注过程需要记录哪些参数?答:温度、真空压力、树脂流动时间与推进位置。
问:该工艺适合哪些增强材料?答:玻璃纤维、碳纤维、凯夫拉纤维、复合芯材。