
本文围绕玻璃钢脱模作业展开,详细介绍了阳模脱模常用的脱模蜡、PVA 脱模剂的特性、使用方法及搭配技巧,同时根据不同生产需求给出脱模剂选型建议,补充了相关专业知识与常见问题解答,为玻璃钢脱模作业提供全面的实操指导。
一、玻璃钢脱模的重要性
在玻璃钢模具或塞子制作过程中,使用脱模剂是核心工序之一。尽管会为项目增加数小时的作业时间,但能实现零件从原始塞子或模具的轻松取出,同时为零件增添耐用的表面光洁度,有效避免生产过程中零件与模具出现损伤,保障生产安全与产品质量。
二、阳模(原模)常用脱模剂及使用方法
阳模脱模中应用最广泛的两类脱模剂为脱模蜡和 PVA 脱模水,二者搭配使用可形成高效的脱模系统,各有其操作规范与使用要点。
(一)脱模蜡
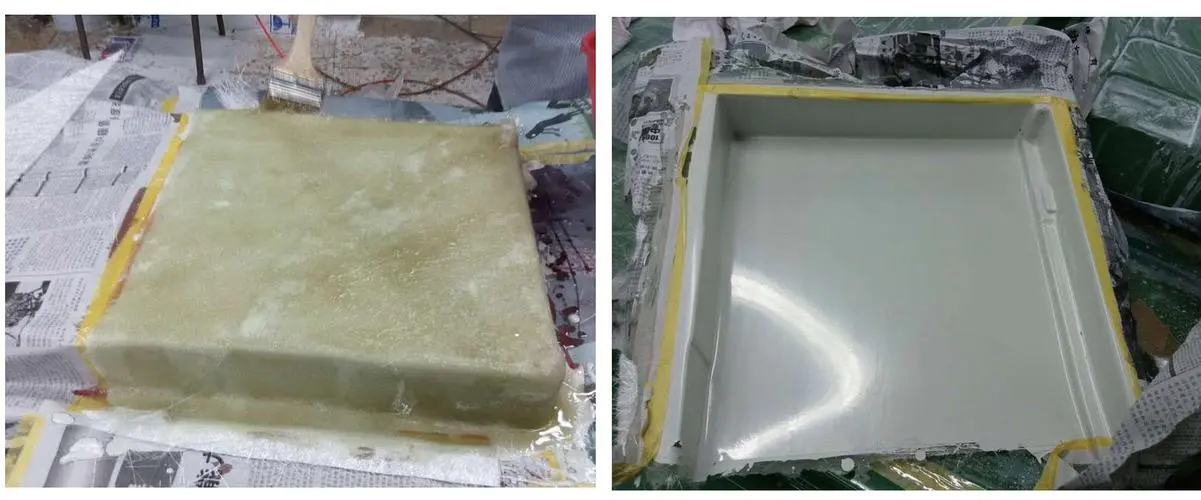
脱模蜡为膏状类型,适配各类阳模模具表面,是 PVA 脱模水使用前的基础脱模材料,操作方式与汽车打蜡相近。
- 基础施工要求:新模具或干净模具需涂抹 3-5 层,后续单次施工仅需单层,即可保证脱模效果与表面光泽;
- 具体操作步骤① 分区域涂抹,每次仅在 1 平方米的小面积上作业,逐步覆盖整个模具表面;② 让蜡在模具表面形成薄雾状,等待层间干燥,注意避免干燥时间过长,否则会增加脱蜡难度;③ 用干净的布擦拭表面,去除多余的蜡质;④ 将每层涂层抛光至高光泽度,完成施工;
- 特殊环境处理:在高湿度环境下,施工完成后需用干净干布再次擦拭模具,清除未释放溶剂形成的雾霾,避免影响脱模效果;
- 核心特性:操作简单、经济价廉,能为模具提供基础脱模防护,提升零件表面光泽。
(二)PVA 脱模水
PVA 脱模水是水溶性成膜材料的水 / 醇基聚乙烯醇溶液,是聚酯或环氧树脂与各类模具表面分离的专用脱模剂,在复杂脱模场景中优势显著。
- 施工工具:可采用刷涂方式,更推荐使用喷枪喷涂,能保证涂层均匀性;
- 具体操作步骤① 至少涂抹 3 层,可根据实际需求增加层数;② 第一层采用薄雾式喷涂,后续涂层可适当加重喷涂量;③ 每层之间需等待 PVA 完全干燥后,再进行下一层施工;
- 核心特性:成膜后不会收缩或从模具的角落、曲面处拉离,薄膜可从模具表面轻松、干净分离,且能用水喷涂设备从模塑部件上溶解,脱模后零件表面无粘性、质感耐用;
- 使用禁忌:不可与含水树脂、固化过程中释放水分的树脂(如酚醛塑料)搭配使用,也不能用于汽车饰面,否则易造成表面损坏;
- 前置要求:在绝大多数模具表面使用 PVA 脱模水前,需先涂抹脱模蜡,形成双层防护。
三、不同生产需求的脱模剂选型建议
针对玻璃钢生产中不同的产品要求、模具及零件特性,需针对性选择脱模剂或脱模组合,具体选型标准如下:
- 追求多次脱模 + 高光泽效果:优先选择半永久性脱模剂,可实现连续多次脱模,脱模剂转移量小,能保证部件表面的高光泽度,适配批量、高质感的零件生产;
- 零件需后喷漆处理:选择脱模蜡即可,其操作简便、成本低廉,且不会对后续喷漆工序造成不良影响,适配常规喷漆零件的生产需求;
- 零件结构复杂 + 脱模难度高:优先使用 PVA 脱模水,其成膜特性适配复杂曲面、角落的模具结构,首次脱模的安全性和成功率更高,缺点是仅能实现单次脱模,且零件表面光泽度相对较低。
四、玻璃钢脱模相关专业知识补充
- 脱模剂的核心作用原理:通过在模具与玻璃钢零件之间形成一层隔离膜,降低二者之间的附着力,同时隔离膜的成膜特性可减少生产过程中模具对零件表面的摩擦与损伤,部分脱模剂还能通过自身特性提升零件表面光洁度;
- 阳模脱模的核心特点:阳模为原模,是玻璃钢零件成型的基础模具,其脱模作业对脱模剂的成膜均匀性、附着力要求较高,避免脱模过程中损坏原模或零件,因此多采用 “脱模蜡 + PVA” 的组合方式,兼顾防护性与脱模效果;
- 脱模剂层间干燥的重要性:若脱模剂层间未完全干燥,会导致涂层起皱、成膜不均匀,不仅降低脱模效果,还会使零件表面出现瑕疵,影响产品质量,同时未干燥的脱模剂可能与树脂发生反应,造成模具与零件粘连。
五、玻璃钢脱模常见问题及解决办法
(一)脱模时零件与模具粘连,无法顺利取出
- 常见原因:脱模剂涂抹层数不足、层间未完全干燥、模具表面清洁度不足有杂质、脱模剂与树脂类型不匹配;
- 解决办法:清理模具表面杂质后重新按标准涂抹脱模剂,保证足够层数与完全干燥;根据树脂类型更换适配的脱模剂,如酚醛塑料树脂避免使用 PVA 脱模水。
(二)零件表面出现雾状瑕疵或光泽度不足
- 常见原因:高湿度环境下未做二次擦拭处理、脱模蜡抛光不彻底、PVA 脱模水喷涂层数过多、脱模剂残留;
- 解决办法:高湿度环境施工后用干布二次擦拭模具;将脱模蜡逐层抛光至高光泽;严格控制 PVA 脱模水喷涂层数(3 层及以上即可);脱模后用清水清洗零件表面,去除脱模剂残留。
(三)PVA 脱模膜从模具角落、曲面脱落
- 常见原因:第一层喷涂量过大、层间干燥时间过短、模具角落未做预处理;
- 解决办法:第一层严格采用薄雾式喷涂,保证层间完全干燥;对模具角落、曲面等特殊部位,可先薄涂一层脱模蜡并抛光,再喷涂 PVA 脱模水。
(四)脱模剂使用后模具表面出现污渍,难以清理
- 常见原因:使用了质量不佳的脱模蜡、脱模剂涂抹后未及时抛光、多次脱模后脱模剂残留堆积;
- 解决办法:选用优质的膏状脱模蜡;按操作规范及时抛光脱模剂涂层;多次脱模后,用专用脱蜡剂清理模具表面的脱模剂残留,再重新涂抹新的脱模剂。





