PVA 脱模水需搭配脱模蜡使用,核心通过喷枪分多层规范喷涂形成光滑干膜实现安全脱模,该干膜耐树脂溶剂但水溶性强,且不可与固化产水的树脂 / 基材同用,也可作为聚酯修复或凝胶涂层无气固化的表层。
一、PVA 脱模水基础使用要求
PVA(聚乙烯醇)脱模水需与脱模蜡配合使用,方可实现模具的轻松脱模,脱模蜡施工需涂抹在模具表面,达到 3-4 层的厚度,且需将蜡层抛光至高光泽度,待最后一层脱模蜡完全干燥后,再进行 PVA 脱模水的施工操作。
二、PVA 脱模水最佳施工方式
PVA 脱模水可采用刷涂方式施工,但为保证脱模效果,推荐使用喷枪喷涂,施工时喷枪与基材的距离需控制在 12-18 英寸。
喷涂需分三层进行,具体操作要求如下:
- 第一层薄喷形成薄雾状,喷涂后静置 10-15 分钟,确保涂层完全干燥;
- 后续连续喷涂两层较重的流动涂层,每层喷涂后均需静置 30-45 分钟,保证每层涂层都能完全干燥。
三、PVA 脱模水施工质量标准
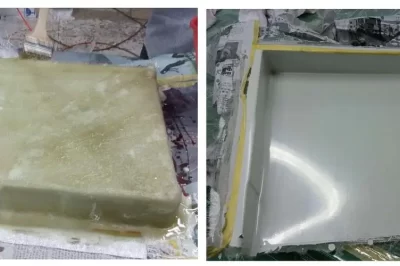
喷涂完成后的 PVA 脱模水涂层,需形成光滑、有光泽的完整表面,涂层无收缩现象,且在模具的角落、曲面等特殊位置,涂层不会出现拉离、翘边等问题,保证膜层的整体性和贴合度。
四、PVA 脱模水拓展应用及特性
- 拓展应用:PVA 脱模水可应用于聚酯修复或凝胶涂层施工中,作为无气固化的表层使用,适配相关工艺的固化需求;
- 核心特性:固化形成干膜后,该膜层对树脂体系中的各类溶剂具有良好的耐受性,可抵御溶剂的腐蚀影响;同时 PVA 干膜具有水溶性,遇水可溶解,这也是其实现脱模的重要原理之一。
五、PVA 脱模水使用禁忌
PVA 脱模水严禁与在固化过程中含有水分,或固化反应会产生水分的树脂、基材配合使用,此类场景下使用会破坏 PVA 涂层结构,导致脱模效果失效,甚至影响模具和产品表面质量。
六、PVA 脱模水专业知识补充
- 材质特性:聚乙烯醇(PVA)是一种水溶性高分子聚合物,成膜性好,形成的薄膜具有良好的柔韧性、耐磨性和附着力,这也是其能作为脱模材料的基础,干膜的水溶性让其脱模时可通过水洗轻松去除,不残留于产品表面;
- 与脱模蜡的配合原理:脱模蜡为 PVA 脱模水提供基础的低表面能层,减少模具与涂层的粘接力,PVA 脱模水则在蜡层表面形成致密保护膜,进一步隔绝树脂与模具,二者结合实现双重脱模保护,提升脱模成功率;
- 喷枪喷涂的优势:相较于刷涂,喷枪喷涂能让 PVA 脱模水分散更均匀,膜厚控制更精准,避免刷涂产生的刷痕、积料等问题,尤其在模具角落、曲面等复杂部位,喷涂能更好地保证涂层覆盖,防止出现漏涂。
七、PVA 脱模水常见相关问题及解答
1. PVA 脱模水刷涂后脱模效果差的原因是什么?
主要原因包括刷涂易产生刷痕、膜厚不均,部分区域漏涂或涂层过厚出现收缩翘边;同时刷涂过程中易带入气泡,气泡破裂后会形成膜层缺陷,导致树脂与模具粘连,影响脱模效果。
2. 喷涂 PVA 脱模水时涂层干燥时间不足会有什么影响?
若各层涂层干燥时间不够,涂层内部的水分未完全挥发,后续叠涂会导致膜层结合不牢,固化后易出现起皮、脱落;同时未干透的涂层在树脂固化过程中,会因水分挥发产生气泡,破坏产品表面平整度,也会造成脱模困难。
3. 为何 PVA 脱模水不能与固化产水的树脂同用?
PVA 干膜虽耐树脂溶剂但可溶于水,树脂固化过程中产生的水分会使 PVA 涂层遇水溶解、失效,失去脱模隔离的作用,导致树脂直接粘连在模具表面,无法完成脱模,甚至会损坏模具和产品。
4. PVA 脱模水涂层出现收缩、拉离角落的解决办法?
首先检查脱模蜡层是否抛光到位,蜡层光泽度不足会导致 PVA 涂层附着力不均;其次控制喷涂量,避免涂层过厚,第一层薄雾喷薄至均匀覆盖即可,后续流动涂层也需控制厚度;同时保证施工环境通风干燥,提升涂层干燥效率,减少收缩现象。
5. 施工后的 PVA 干膜如何清理?
利用 PVA 干膜的水溶性,可直接采用清水冲洗,配合软布或海绵轻轻擦拭,即可快速去除膜层,若膜层较厚,可适当提高水温,提升溶解速度,清理后将模具擦干晾干,即可进行后续施工。