

本文详细讲解了胶衣从接收、储存、施工前准备到手刷 / 喷涂操作、积层检查及工具清理的全流程规范,同时补充胶衣施工核心参数、常见问题处理及质量把控要点,形成一套完整的胶衣使用与施工指导方案。
胶衣作为玻璃钢制品的核心表面材料,其使用与施工工艺直接决定制品的表面质量、耐候性和使用寿命,从胶衣的仓储管理到现场施工的每一个环节都有严格的操作规范,任何一步的疏漏都可能导致胶衣层出现针孔、流挂、厚度不均等问题。下文将按照胶衣使用的全流程梳理规范操作要求,并补充专业施工知识与常见问题解决办法,覆盖手刷、喷涂两种主流施工方式。
一、胶衣使用前期管理规范
胶衣的前期接收与储存是保证其性能稳定的基础,若管理不当易出现胶衣变质、性能下降等问题,需严格遵循验收标准和仓储要求,具体操作如下:
1. 胶衣接收验收
收到胶衣供货后,需在现场完成全方位检查,杜绝不合格产品入库,检查要点:
- 数量核对:胶衣实际到货量与开票数量、采购订单保持一致,核对桶数、每桶净含量;
- 包装检查:包装桶无破损、漏液、变形,桶身标识清晰,包含产品编号、生产批号、保质期、厂家信息;
- 效期核查:确认胶衣未临期、未超期,优先接收近期生产的产品,避免使用保质期临近的胶衣。
2. 胶衣仓储储存
胶衣为化工材料,储存环境和方式直接影响其稳定性,核心遵循先进先出、隔离储存、避光密封原则,具体要求:
- 储存环境:存放于阴凉干燥的仓库,避免阳光直射、高温暴晒,仓库温度控制在 5-25℃,远离火源、热源;
- 存放方式:胶衣分批次、分类型整齐摆放,大桶、小桶平行有序放置,做好批次标识,严格执行先进先出制度;
- 密封要求:全程存放于原装包装桶中,使用后及时拧紧桶盖,防止胶衣与空气接触发生固化、变质;
- 隔离储存:固化剂、促进剂与胶衣、树脂单独分区储存,严禁混放,防止发生化学反应引发安全事故。
二、胶衣施工前全方位准备工作
施工前的准备工作是保证胶衣施工质量的关键,需完成模具预处理、胶衣自身准备、喷涂设备检查、操作人员防护四大环节,缺一不可,具体规范如下:
1. 模具预处理
高质量的模具表面是胶衣层平整光滑的基础,模具预处理需遵循清理 – 抛光 – 脱模处理的流程,具体操作:
- 彻底清理:用专用清洗剂擦拭模具表面,清除灰尘、油污、树脂残留等杂质,再用干净棉布擦干,确保模具表面无任何污染物;
- 精细抛光:对模具表面进行精细抛光,直至表面光洁度达标,消除划痕、凹凸等瑕疵,保证胶衣层成型后平整;
- 脱模防护:新模具首次使用前,先涂刷脱模蜡并反复擦拭至光亮,再喷涂一层专用脱模剂;旧模具根据使用情况补涂脱模剂,避免胶衣与模具粘结。
- 环境把控:施工区域做好防尘措施,关闭门窗、封堵风口,避免施工过程中灰尘落在模具表面。
2. 胶衣自身准备
胶衣使用前的处理直接影响施工效果和层间质量,需做好核对 – 搅拌 – 控温三步,具体要求:
- 型号核对:确认胶衣的颜色、类型与生产要求一致,如船用选用耐水型间苯胶衣,普通制品选用邻苯胶衣,整套制品优先使用同一批次胶衣,避免出现色差;
- 均匀搅拌:在原装桶内对胶衣进行轻缓充分搅拌,使胶衣成分、颜色均匀,禁止过度搅拌,防止混入大量空气形成气泡,搅拌后静置 5-10 分钟让气泡自然溢出;
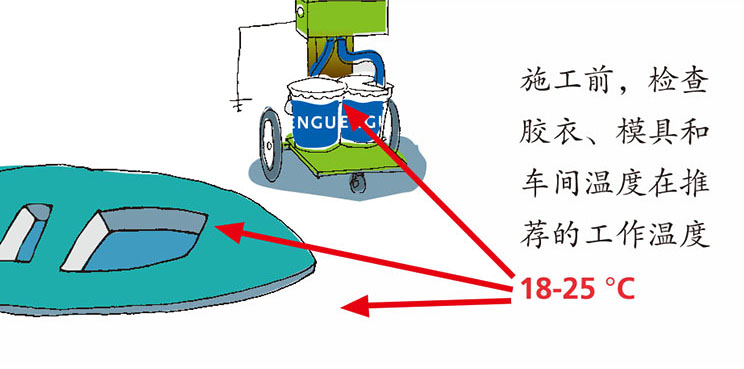
- 温度控制:将胶衣调节至18-25℃的最佳工作温度,温度过低胶衣粘稠度高,施工难度大;温度过高胶衣易提前凝胶,缩短施工时间。
3. 喷涂设备检查与调试
若采用喷涂施工,需提前对设备进行全面检查和精准调试,避免施工中出现设备故障、胶衣喷涂不均等问题,检查要点:
- 气源处理:检查压缩空气的除油、除水装置,确保压缩空气干燥、无油无水,防止油污、水分混入胶衣影响成膜;
- 设备清洁:清洗喷枪过滤器、喷嘴等部件,确保无树脂、胶衣残留,防止堵塞;
- 参数调试:根据模具大小、结构复杂程度选择适配的喷枪喷嘴(常规选用 1.5-2.0mm 喷嘴),调整喷雾形式为扇形,保证喷涂均匀;使用最低泵压将胶衣压入喷枪,减少胶衣雾化不均;
- 固化剂校准:按比例调整 MEKP 固化剂添加量,必要时通过凝胶时间测试校准添加量,确保胶衣固化速度符合施工要求;
- 安全接地:将喷涂设备全程做好接地处理,防止静电产生引发安全隐患;同时严格遵循设备厂商提供的使用说明书操作。
4. 操作人员防护准备
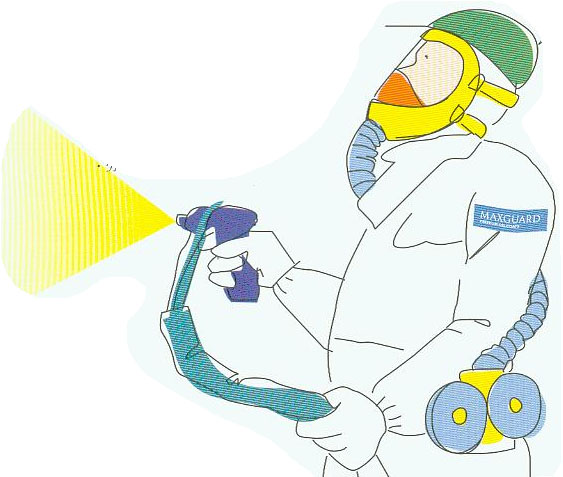
胶衣及固化剂等辅料具有一定的刺激性,施工人员必须做好全方位防护,避免身体接触和吸入,防护要求:
- 呼吸防护:佩戴专业空气面具或防毒呼吸器,防止吸入胶衣雾化颗粒和固化剂挥发气体;
- 身体防护:穿戴专用防化工作服、耐溶剂手套,做好手部、身体防护;
- 眼部防护:佩戴护目镜,防止胶衣溅入眼睛;
- 操作规范:施工过程中严禁用手直接接触胶衣,严禁在施工区域饮食、饮水。
三、胶衣两大主流施工方式操作规范
胶衣施工主要分为手刷操作和喷涂操作两种方式,喷涂适用于大面积、平整模具,手刷适用于模具拐角、深槽等复杂部位,可单独使用也可配合施工,两种方式均有严格的操作要求,具体如下:
1. 胶衣手刷操作规范
手刷施工对操作手法要求较高,核心保证胶衣涂刷均匀、无漏涂、无积胶,适用于模具复杂部位的补涂和小型模具的整体施工,具体步骤:
- 工具准备:选用清洁、柔软、高质量的不掉毛长毛刷,避免使用化纤刷,防止纤维残留于胶衣层;
- 胶衣调配:在干净的搅拌桶中倒入所需用量的胶衣,按1.5-2.5% 的比例加入 MEKP 固化剂,充分搅拌均匀,调配量根据施工速度确定,避免胶衣提前凝胶;
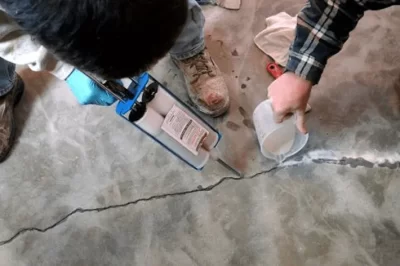
- 涂刷操作:手持毛刷连续涂刷,涂刷方向保持一致,拐角、深槽等部位反复轻刷,确保胶衣完全覆盖;操作过程中用湿膜测厚仪随时检查胶衣厚度,及时调整涂刷力度;
- 厚涂要求:若需达到 0.5-0.8mm 的标准厚度,单次涂刷无法实现,需在第一层胶衣凝胶后,再涂刷第二层,两层涂刷方向交叉,提升胶衣层致密性。
2. 胶衣喷涂操作规范
喷涂施工胶衣层均匀、节省材料、施工效率高,是大型模具、平整表面的首选施工方式,核心遵循薄涂多遍、交叉喷涂原则,具体步骤:
- 基础喷涂:分2-3 遍薄涂形成整体胶衣层,避免单次厚涂导致胶衣流挂、内部气泡无法排出;
- 交叉喷涂:后一遍喷涂的路线与前一遍垂直交叉,如第一遍横向喷涂,第二遍纵向喷涂,保证胶衣层覆盖均匀,无漏喷区域;
- 厚度把控:每遍喷涂后用湿膜测厚仪检查湿胶衣层厚度,根据实际情况调整喷涂速度和喷枪出胶量,最终总厚度控制在0.5-0.8mm,特殊制品可根据使用需求调整厚度;
- 细节处理:模具拐角、深槽、边角等喷涂困难部位,先用毛刷提前手工涂刷胶衣,再进行整体喷涂,避免漏喷;
- 收尾操作:喷枪移动至模具外部后再停止出胶,防止模具边缘出现积胶现象。
3. 手刷 + 喷涂配合施工要点
对于结构复杂的模具,建议采用手刷补涂 + 喷涂整体的配合方式,具体要求:
- 先手刷:对模具深槽、拐角、边角等喷涂盲区手工涂刷胶衣,做好基础覆盖;
- 后喷涂:对模具平整表面、大面积区域进行喷涂,形成均匀的胶衣层;
- 统一厚度:手刷和喷涂区域的胶衣厚度保持一致,避免出现厚度差导致固化速度不均、表面不平整。
四、胶衣积层前的凝胶检查与控制
胶衣层凝胶状态直接影响与后续玻纤增强层的粘结力,需在胶衣凝胶至无粘性状态时进行积层操作,严格把控凝胶时间和状态,具体要求:
- 凝胶时间:常温 23℃下,胶衣喷涂 / 手刷后,凝胶至手指轻触无粘性的时间约1.5 小时,模具深槽、拐角等部位因空气流通差,凝胶时间需适当加长;
- 加速凝胶:若需缩短凝胶时间,可采用少量通风、轻微翻动模具的方式,加快胶衣表面空气流通,切勿用强风直吹,防止胶衣层开裂;
- 状态检查:积层前全面检查模具所有部位的胶衣凝胶状态,确保整体凝胶均匀,无局部粘手、局部完全固化的情况;
- 禁忌要求:禁止胶衣膜固化时间过长或过夜后再进行积层,胶衣完全固化后会形成光滑表面,与增强层粘结力大幅下降,易出现层间分离、脱层问题。
五、胶衣施工后工具清理与设备维护
施工完成后,需及时对使用的毛刷、喷枪等工具进行清理和维护,避免胶衣固化在工具上导致设备损坏、下次使用时产生杂质,具体清理规范:
1. 手刷工具清理
- 立即清洗:施工完成后,在胶衣未固化前,将毛刷放入清洁房或带盖的容器中,用专用清洗剂反复清洗,直至毛刷上无胶衣残留;
- 浸泡保存:清洗干净的毛刷浸入专用溶剂中,密封容器盖子,防止毛刷干燥变硬、掉毛,下次使用前提前取出沥干溶剂。
2. 喷涂设备清理
- 喷枪拆解:将喷枪的喷嘴、针阀、枪体等部件拆解,用清洗剂逐一清洗,确保各部件无胶衣残留,疏通喷嘴小孔;
- 管路清理:清洗胶衣输送管路,排出管内残留胶衣,用清洗剂冲洗后吹干;
- 设备维护:按设备厂家要求对喷枪、泵体等部件进行润滑、保养,将设备放置在干燥通风处存放,做好防尘防护。
六、胶衣施工核心专业知识补充
1. 胶衣施工关键参数汇总
| 施工环节 | 核心参数 | 备注 |
|---|---|---|
| 胶衣工作温度 | 18-25℃ | 温度过低粘稠度高,过高易提前凝胶 |
| 固化剂添加比例 | 1.5-2.5%(MEKP) | 低温环境可适当提高至 2.0-2.5%,高温降低至 1.5-2.0% |
| 胶衣标准厚度 | 0.5-0.8mm | 特殊制品(如船用)可提升至 0.6-0.8mm |
| 常温凝胶时间 | 约 1.5 小时(23℃) | 深槽部位需适当延长 |
| 喷涂遍数 | 2-3 遍薄涂 | 禁止单次厚涂 |
2. 胶衣施工环境要求
胶衣施工对环境温湿度、防尘条件要求严格,最佳施工环境:
- 温度:18-25℃,避免低于 5℃或高于 30℃施工;
- 相对湿度:40-60%,湿度超过 65% 时暂停施工,防止胶衣固化不良、出现针孔;
- 防尘通风:施工区域密闭防尘,同时保证轻微通风,避免固化剂气体积聚,禁止强风直吹;
- 无杂质:施工区域无油污、粉尘、飞絮,施工人员穿戴无尘工作服。
3. 不同类型胶衣施工注意事项
- 邻苯型胶衣:施工要求较低,适用于普通室内玻璃钢制品,固化速度较快,调配后需尽快施工;
- 间苯型胶衣:耐水、耐候性好,适用于船用、户外制品,粘稠度略高,可适当加热至 20℃左右再施工;
- 乙烯基胶衣:性能优异,适用于高端制品,固化剂添加比例需严格控制在 1.5-2.0%,施工环境要求更高。
七、胶衣施工常见问题及处理方法
胶衣施工过程中,易因操作不当、环境不佳、设备问题出现各类质量问题,以下为高频问题的成因及针对性解决办法,同时给出预防措施:
1. 胶衣层出现针孔、气泡
成因:胶衣过度搅拌混入空气、单次厚涂气泡无法排出、压缩空气带水带油、模具表面有微孔;
处理:用细砂纸轻轻打磨针孔 / 气泡处,清理杂质后薄涂一层胶衣填补;若气泡较大,先挑破排出气体再修补;
预防:胶衣轻缓搅拌,搅拌后静置消泡;薄涂多遍施工;检查气源除油除水装置;模具表面做好封孔处理。
2. 胶衣层出现流挂、积胶
成因:单次涂刷 / 喷涂过厚、胶衣粘稠度过低、喷枪出胶量过大、模具垂直面未做防流挂处理;
处理:在胶衣未固化前,用刮板刮除多余胶衣,将流挂处抹匀;若胶衣已凝胶,用砂纸打磨流挂、积胶部位至平整;
预防:严格遵循薄涂多遍原则;根据温度调整胶衣粘稠度,高温时适当降低固化剂比例;减小喷枪出胶量,提升喷涂速度;模具垂直面分多次薄涂,每次间隔 5-10 分钟。
3. 胶衣层厚度不均、色差
成因:喷涂路线未交叉、手刷力度不均、整套制品使用不同批次胶衣、模具表面光洁度不一;
处理:厚度偏薄区域补涂胶衣,厚度偏厚区域打磨至标准厚度;色差区域用同一批次胶衣薄涂覆盖,打磨抛光;
预防:喷涂采用交叉路线,手刷保持均匀力度;整套制品使用同一批次胶衣;模具表面精细抛光,保证光洁度一致。
4. 胶衣与模具粘结、脱模困难
成因:模具脱模剂漏涂、脱模剂型号不匹配、胶衣固化不完全、模具表面有油污;
处理:用专用脱模剂小心分离胶衣与模具,避免强行撬边导致胶衣开裂;分离后清理模具表面,重新补涂脱模剂;
预防:模具表面全面涂刷脱模剂,无漏涂区域;选用与胶衣匹配的脱模剂;严格控制胶衣固化时间,确保完全凝胶后再脱模;施工前彻底清理模具油污。
5. 胶衣层与增强层脱层、粘结不良
成因:胶衣固化时间过长、胶衣表面有杂质、积层时胶衣未达到无粘性状态;
处理:铲除脱层区域的胶衣和表层增强层,对胶衣层进行轻度打磨,清理杂质后重新铺贴增强层;
预防:胶衣凝胶至无粘性时及时积层,禁止过夜;积层前清理胶衣表面灰尘、杂质;模具深槽部位做好通风,保证胶衣均匀凝胶。
八、胶衣施工质量把控与验收标准
胶衣施工完成后,需对胶衣层进行全面质量验收,确保无质量问题后再进行后续增强层施工,验收标准如下:
- 表面状态:胶衣层表面平整光滑,无针孔、气泡、流挂、积胶、划痕等瑕疵,无漏涂、露底区域;
- 厚度要求:胶衣层整体厚度均匀,符合 0.5-0.8mm 的标准要求,局部厚度误差≤±0.1mm;
- 颜色要求:胶衣层颜色均匀一致,无明显色差、发花现象,与设计要求相符;
- 凝胶状态:胶衣层整体凝胶均匀,手指轻触无粘性,无局部粘手、局部完全固化的情况;
- 粘结基础:胶衣层与模具表面无粘结,胶衣层表面无油污、灰尘等杂质,满足与增强层粘结的要求。