
本文针对游艇等船用玻璃钢制品因海水渗透引发的胶衣起泡问题展开分析,根据气泡脱落层位置划分两大核心成因,同时给出对应的排查、解决办法,并补充船用胶衣选材、施工及后期维护的专业知识,解决船用胶衣海水渗透起泡的行业痛点。
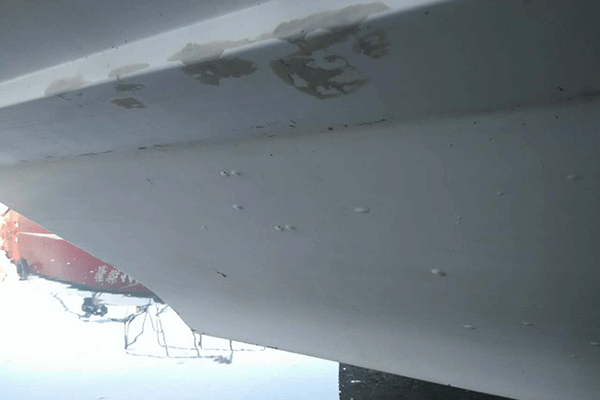
船用玻璃钢制品在使用过程中,因长期接触海水易出现胶衣起泡鼓泡问题,尤其游艇使用半年左右常出现黄豆粒大小的泡体,手按即脱落,该问题并非单一的胶衣质量问题,而是由胶衣层本身、胶衣与树脂联结处工艺等多方面因素导致,需根据气泡脱落层位置精准定位根源,才能实现有效解决,下文将详细拆解成因、解决办法及相关专业要点。
一、船用胶衣海水渗透起泡的核心成因
船用胶衣因海水渗透出现的起泡问题,可根据气泡脱落层的具体位置直观判断根源,主要分为气泡脱落层在胶衣层内、气泡脱落层在胶衣与树脂联结处两类,不同位置对应不同的问题诱因,具体分析如下:
1. 气泡脱落层出现在胶衣层内
此类起泡的核心诱因集中在胶衣本身的选材、规格及添加剂使用上,是胶衣层自身抗海水渗透能力不足导致的问题,具体包括:
- 胶衣体系与厚度不达标:胶衣层的抗渗透性与其体系、厚度直接相关,船用胶衣层厚度需保证0.6mm 以上,体系至少选用间苯及以上级别;耐水型胶衣体系的抗渗能力排序为间苯 / 新戊二醇>间苯>邻苯(非绝对,胶衣品质会影响该排序),若选用低级别胶衣或厚度不足,海水易渗透进胶衣层内部形成气泡。
- 添加剂使用不当:固化剂、促进剂等添加剂的型号、性质及用量,会大幅影响胶衣的抗起泡能力,船用胶衣至少需使用M50 品质级的固化剂,若选用低品质固化剂、促进剂与胶衣体系不匹配,或用量过多 / 过少,会降低胶衣的交联密度,导致海水易渗透,且会缩短胶衣起泡的发生时间。
2. 气泡脱落层出现在胶衣与树脂联结处
此类起泡并非胶衣本身的问题,核心诱因是胶衣与树脂结合面的施工工艺不当,导致层间存在空隙、结合不牢固,海水从层间缝隙渗透形成气泡,具体包括:
- 玻纤浸润不充分:胶衣接触的玻璃纤维未被树脂完全浸润,玻纤层内存在中空、气泡空隙,海水易通过这些空隙渗透至胶衣与树脂联结处,积聚后形成鼓泡。
- 玻纤搭配不合理:未在胶衣层下铺设表面毡,表面毡能大幅提升层间结合的致密性,若缺少该层,船用玻璃钢的海水抗渗透能力会大幅下降,极易出现层间起泡。
- 手糊工艺操作不规范:船用玻璃钢多采用手糊工艺,若施工时存在层间结合不牢固、溶剂污染模具 / 玻纤、使用潮湿的玻璃纤维等问题,会直接破坏胶衣与树脂的层间粘结力,形成微小缝隙,成为海水渗透的通道,最终引发联结处起泡。
二、船用胶衣海水渗透起泡的针对性解决与修复方法
针对不同成因的胶衣起泡问题,需先精准排查气泡脱落层位置,再从修复现有泡体和解决根源问题两方面入手,避免问题反复出现,具体操作如下:
1. 气泡脱落层在胶衣层内的解决与修复
- 现有泡体修复:用刀片将起泡处的胶衣层轻轻划开,排出内部海水和气体,用砂纸对破损处进行轻度打磨,清理表面杂质;选用船用专用间苯 / 新戊二醇胶衣,按标准调配固化剂(M50 及以上级别),将胶衣均匀涂刷在修复处,厚度控制在 0.6-0.8mm,固化后进行打磨抛光。
- 根源解决:新制船用玻璃钢时,严格选用间苯及以上级别船用胶衣,优先选择间苯 / 新戊二醇体系;胶衣层涂刷厚度保证 0.6mm 以上,分 2-3 遍薄涂,避免厚涂产生针孔;添加剂仅选用 M50 及以上品质级固化剂,按胶衣厂家推荐比例精准调配,杜绝用量偏差。
2. 气泡脱落层在胶衣与树脂联结处的解决与修复
- 现有泡体修复:将起泡处的胶衣层和表层玻纤一同铲除,直至露出致密的树脂层,对铲除面进行 V 型打磨,清理杂质和水分;用船用专用树脂浸润新的表面毡和玻纤布,逐层铺贴在打磨处,压实排气确保无中空;待树脂固化后,涂刷船用胶衣,厚度达标后打磨抛光。
- 根源解决:手糊施工前,确保玻璃纤维干燥无受潮,模具表面无溶剂、油污等污染;玻纤铺贴时,用滚筒充分碾压,保证树脂完全浸润玻纤,无气泡、中空;在胶衣层下必须铺设一层表面毡,提升层间致密性和抗渗透能力;每层玻纤铺贴后需充分固化,再进行下一层施工,保证层间结合牢固。
三、船用胶衣选材与施工的专业核心要点
想要从根源避免船用胶衣因海水渗透起泡,需严格把控船用胶衣的选材标准和施工工艺,这是提升胶衣抗渗、抗起泡能力的关键,具体要点如下:
1. 船用胶衣的专属选材标准
- 优先选用船用专用耐水型胶衣,体系至少为间苯型,大型游艇、船舶建议选用间苯 / 新戊二醇体系,拒绝使用普通邻苯胶衣;
- 胶衣的固含量需≥65%,触变性好,涂刷后不易流挂,保证成膜厚度均匀;
- 添加剂需与胶衣体系配套,固化剂选用 M50 及以上品质级,促进剂选用钴盐类专用促进剂,严禁混用不同品牌、不同类型的添加剂。
2. 船用胶衣施工的工艺规范
- 施工环境:施工温度控制在 18-28℃,相对湿度 40-60%,避免在雨天、高湿度环境施工,防止胶衣固化不良;施工区域保持通风,避免溶剂积聚,但禁止强风直吹胶衣表面,防止成膜不均。
- 胶衣涂刷:分 2-3 遍薄涂,第一遍涂刷厚度 0.2-0.3mm,待表干后再涂下一遍,总厚度控制在 0.6-0.8mm;涂刷时用专用胶衣刷或喷枪,保证涂层均匀,无漏涂、积胶,涂刷后用消泡辊轻轻滚压,排出表面气泡。
- 层间结合:胶衣层表干后(手指轻触不粘手),立即铺设表面毡,用树脂充分浸润并压实,确保表面毡与胶衣层无缝贴合;后续玻纤布 / 短切毡铺贴需遵循 “薄贴多层、逐层压实” 原则,杜绝层间空隙。
- 固化控制:严格按照胶衣厂家推荐的固化剂比例调配,常温下固化时间不少于 24 小时,低温环境需通过升温设备保证固化温度,避免胶衣欠固化,降低抗渗透能力。
四、船用胶衣使用后期的维护与防起泡措施
船用玻璃钢制品下水使用后,后期的日常维护能有效延缓胶衣老化,减少海水渗透起泡的概率,尤其针对游艇、小型船舶,需做好以下维护措施:
- 定期清洁与检查:船舶每次使用后,用淡水冲洗船体表面,清除海水、泥沙、油污等杂质,避免腐蚀性物质长期附着;每月对船体胶衣层进行一次全面检查,及时发现微小裂纹、针孔等问题,做到早修补。
- 做好胶衣层防护:每年对船体胶衣层进行一次抛光打蜡,在胶衣表面形成一层防护膜,减少海水直接接触,同时提升胶衣表面的致密性,阻挡海水渗透;避免船体与硬物碰撞,防止胶衣层出现划痕、破损。
- 控制使用环境:避免船舶长期在高盐度、高污染的海水区域航行,此类区域的海水腐蚀性更强,易加速胶衣老化;船舶长期闲置时,需上岸存放,用防水布覆盖,避免阳光直射和海水浸泡。
- 及时修补微小破损:若胶衣层出现微小裂纹、针孔,无需等到起泡再处理,用细砂纸打磨破损处,清理杂质后,涂刷少量船用专用胶衣,固化后抛光,封堵海水渗透的通道。
五、船用胶衣常见问题及处理方法
除海水渗透起泡外,船用胶衣在生产、使用过程中还易出现针孔、裂纹、失光、粉化等问题,这些问题也会间接加剧海水渗透,以下为常见问题的成因及针对性处理方法:
1. 胶衣层出现针孔
成因:胶衣厚涂导致内部气泡无法排出、施工环境灰尘多、固化剂用量不足;
处理:用细砂纸打磨针孔处,清理杂质;薄涂一层船用胶衣填补针孔,固化后抛光;后续施工严格分遍薄涂,做好环境防尘,按比例添加固化剂。
2. 胶衣层出现微小裂纹
成因:胶衣层厚度不足、固化剂用量过多导致胶衣脆化、船体受外力震动;
处理:沿裂纹处进行 V 型打磨,深度至玻纤层;涂刷船用胶衣,厚度达标,固化后抛光;新制时保证胶衣层厚度,精准控制固化剂用量。
3. 胶衣表面失光、粉化
成因:长期阳光直射导致胶衣老化、海水腐蚀、未做定期打蜡防护;
处理:用抛光机对胶衣表面进行抛光,去除粉化层;抛光后涂抹船用胶衣专用防护蜡,形成防护膜;后续做好防晒、防海水腐蚀措施。
4. 胶衣层与玻纤层分层
成因:胶衣未表干即铺贴玻纤、玻纤潮湿、树脂浸润不充分;
处理:铲除分层区域的胶衣和玻纤,重新打磨、清洁;待胶衣表干后铺贴干燥玻纤,保证树脂充分浸润;逐层压实,固化后重新涂刷胶衣。
六、船用胶衣与普通胶衣的核心区别
很多厂家因选材不当,用普通胶衣替代船用胶衣,导致船体易出现起泡问题,二者在配方、性能上有本质区别,具体对比如下:
| 对比维度 | 船用胶衣 | 普通胶衣 |
|---|---|---|
| 配方体系 | 以间苯 / 新戊二醇为主,添加耐水、抗盐雾助剂 | 多为邻苯体系,无专用耐水助剂 |
| 抗渗能力 | 抗海水渗透能力强,层间致密性好 | 抗水渗透能力弱,易出现针孔、空隙 |
| 耐候性 | 耐紫外线、耐海水腐蚀,老化速度慢 | 耐候性差,长期接触水易老化、粉化 |
| 固化要求 | 适配 M50 及以上固化剂,交联密度高 | 适配普通固化剂,交联密度较低 |
| 适用场景 | 游艇、船舶、海上玻璃钢制品 | 室内、淡水环境的玻璃钢制品 |





