本文详细介绍诺德 RM2000/50 零收缩模具树脂的产品特性、适用场景,重点讲解其手糊和喷涂两种核心施工工艺的操作步骤、参数要求与关键注意事项,同时说明产品使用的温度、固化剂添加等核心要点,助力快速完成模具制作并保障模具质量与尺寸稳定性。
一、产品基础特性
诺德 RM2000/50 是含填料且预促进的不饱和聚酯树脂,适配普通 MEKP 固化剂(推荐 AKZO 公司 M50),室温下可完成聚合反应,具备快速固化、零收缩的核心优势,能实现一天内完成模具制作,相较传统制模工艺的一周周期大幅缩短;该树脂专为模具制作研发,在不同厚度下均能保证模具良好的轮廓度与尺寸稳定性,制作的模具坚固耐用,还可有效降低整体制模成本。
二、使用核心建议与基础要求
- 模具胶衣建议选用高品质款,可提升模具机械强度与耐化学性,胶衣施工厚度需严格控制在 0.6-0.8mm;
- 树脂使用前必须充分混合,确保成分均匀以保障使用性能;
- 固化剂 M50 添加量不低于 1%,此为获得最佳固化效果的基础参数;
- 最佳使用温度为 18-25℃,温度过低会破坏树脂低收缩性能,温度过高则会大幅缩短凝胶时间,影响施工操作;
- 所有铺层操作中,需避免弄脏模具表面,防止影响各层之间的粘结力,模具制作完成后 24 小时即可正式投入使用。
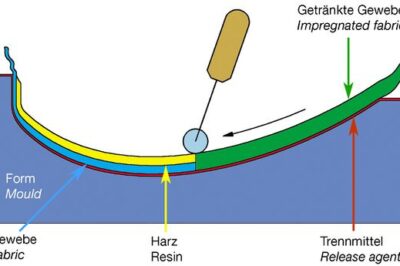
三、手糊工艺操作步骤
- 基础浸润:待模具胶衣呈现微粘状态时,将模具树脂均匀涂刷在模具表面,提升玻纤浸润效果;
- 表层铺敷:铺敷 1 层 100g/m² 表面毡或 2 层 30g/m² 表面毡,立即用消泡辊滚压消除气泡,此步骤建议搭配乙烯基模具树脂使用;
- 首层树脂铺层:采用 RM2000/50 模具树脂,铺敷 6 层 300g/m² 或 4 层 450g/m² 无碱短切毡,达到 3-4mm 的厚度,每铺敷一层均需用消泡辊消除气泡;
- 后续分层铺层:待树脂固化、铺层变为白色后,静置 1 小时再进行下一阶段铺层;下一阶段选用 4 层 450g/m² 无碱短切毡铺敷,每层均做消泡处理,直至铺层固化变白;
- 厚度叠加:重复上述铺层操作,直至模具达到设计所需的厚度标准。
四、喷涂工艺操作步骤
(一)推荐施工设备
- 喷射机:美国格拉斯公司 GLAS-CRAFT LPAIIS/SP 85 EC;
- 系统泵配比:11∶1;
- 喷枪配置:空气辅助包容喷嘴 4340。
(二)具体操作流程
- 基础浸润:与手糊工艺一致,待模具胶衣微粘时,涂刷模具树脂于表面,利于玻纤浸润;
- 表层铺敷:铺敷 1 层 100g/m² 表面毡或 2 层 30g/m² 表面毡,用消泡辊消除气泡,建议搭配乙烯基模具树脂;
- 首层喷射:采用 RM2000/50 模具树脂,喷射树脂与短切纤维混合层至 3-4mm 厚度,喷射后用消泡辊滚压除泡;
- 后续分层喷射:待树脂固化、铺层变为白色后,静置 1 小时,继续喷射 3-4mm 厚的树脂与短切纤维混合层,完成后做消泡处理;
- 厚度叠加:重复喷射与消泡步骤,直至模具厚度满足设计要求。
五、专业知识补充
1. 不饱和聚酯树脂零收缩特性的工艺价值
模具制作中树脂的收缩率直接影响模具尺寸精度,诺德 RM2000/50 的零收缩特性,能避免模具固化后出现翘曲、变形、尺寸偏差等问题,尤其适用于对精度要求高的工业模具、玻璃钢模具等制作场景,减少后期修模工序。
2. 预促进树脂的使用优势
该树脂为预促进型,无需施工前额外添加促进剂,简化施工操作流程,同时预促进体系成分均匀,能有效避免因人工添加促进剂不均导致的固化速度不一致、局部固化不完全等问题。
3. 无碱短切毡的选用原因
无碱短切毡含碱量低,与不饱和聚酯树脂的相容性、粘结性更佳,固化后能提升模具的机械强度、耐腐蚀性与抗老化性,相较于中碱、高碱短切毡,更适配高精度模具的制作要求。
4. MEKP 固化剂的作用原理
MEKP(过氧化甲乙酮)作为不饱和聚酯树脂的常用固化剂,在室温下能分解产生自由基,引发树脂分子的聚合反应,使液态树脂逐步固化为固态,AKZO 公司 M50 属于高纯度 MEKP 固化剂,固化效率稳定,能匹配 RM2000/50 的快速固化需求。
六、常见相关问题解答
Q1:固化剂添加量超过 1% 是否可行?
A:可行,在 18-25℃标准温度下,添加量稍高于 1% 可适当加快固化速度,但不建议过量添加(如超过 2%),否则会导致树脂凝胶时间过短,施工操作时间不足,易出现铺层不均、气泡无法及时消除等问题,还可能影响模具内部结构稳定性。
Q2:温度低于 18℃时,如何保证树脂使用性能?
A:温度过低时,可对施工环境进行升温处理(如使用暖风机),将环境温度控制在 18℃以上;若无法升温,可适当提高固化剂添加量(不超过 2%),但需注意把控施工节奏,同时低温下树脂粘度会升高,可在充分搅拌的前提下,采用温水水浴(温度不超过 40℃)适度降低树脂粘度,便于施工。
Q3:手糊工艺中,不同克重的无碱短切毡能否混合使用?
A:不建议混合使用,不同克重的短切毡孔隙率、厚度不同,混合铺敷易导致树脂浸润不均,出现局部缺胶、积胶现象,影响模具各层之间的结合力,降低模具整体强度。
Q4:喷涂工艺中,消泡不彻底会对模具造成哪些影响?
A:喷涂后消泡不彻底,模具内部会残留气泡,固化后气泡处会形成微小孔洞或凹坑,不仅影响模具表面平整度,还会降低模具的密封性与机械强度,在模具使用过程中,孔洞处易积累介质,引发模具腐蚀、开裂等问题。
Q5:模具胶衣厚度不足 0.6mm 会有什么后果?
A:模具胶衣是模具的表层防护结构,厚度不足时,无法为模具提供足够的机械强度与耐化学性,模具使用过程中易出现表面磨损、刮花,接触腐蚀性介质时还会加速模具老化,缩短模具使用寿命。
Q6:树脂固化后铺层未变白,能否进行下一层铺敷?
A:不能,铺层未变白说明树脂尚未完全固化,此时进行下一层铺敷,会导致上下层之间无法有效粘结,出现分层、脱层现象,需等待铺层完全变白,确认树脂固化后再静置 1 小时,进行后续操作。