本文深度解析复合材料双袋成型工艺的定义核心原理应用场景及技术优势,对比单袋工艺的差异并指出工艺应用关键要点,为复合材料高端构件制造提供技术参考。
双袋成型是复合材料真空袋成型技术的重要创新,诞生于航空制造业的工艺革新需求,核心通过双层真空袋的协同运作实现高性能复合材料层压板的优质成型,有效解决单袋工艺在复杂构件制造中存在的孔隙、树脂沉降等问题,是航空等高端领域复杂复材构件制造的关键工艺,兼具非热压罐成型的成本优势与接近预浸料高压釜工艺的成型质量。
一、双袋成型工艺的核心定义与发展背景
1 核心定义
双袋成型并非简单的双层真空袋叠加,而是针对复合材料真空灌注工艺设计的专用高性能成型技术,通过两个功能独立的真空袋配合透气隔离层协同工作,内袋负责精准调控树脂的灌注压力与流速,实现树脂对纤维的均匀浸润,外袋在树脂浸润后施加二次固化压力,巩固构件结构、压实层合板,最终实现纤维与树脂的理想配比,打造高性能复合材料层压板。
2 发展背景
该工艺诞生于 20 世纪 80 年代的全球航空制造业革新浪潮,彼时航空行业面临核心痛点:传统热压罐成型工艺虽能保证复材构件质量,但设备成本、生产能耗居高不下;普通非热压罐成型(如单袋真空灌注)虽具备成本优势,却难以满足航空领域对构件结构完整性、力学性能的严苛要求。
为解决降成本与保品质的双重需求,双袋成型工艺应运而生,经行业多年验证与改进,成功在真空灌注工艺中实现层压板质量的突破性提升,成为航空领域非热压罐成型制造高端复材构件的核心技术方案。
二、双袋成型工艺的核心工作原理与系统构成
1 核心协同运作原理
双袋成型的核心优势在于双层真空袋的分工协作与压力精准调控,突破了单袋系统的工艺局限,实现复杂构件成型时的理想工艺状态:
- 树脂灌注阶段:内袋作为「树脂导航系统」,根据构件的异形结构(如深凹曲面、垂直表面)动态调整灌注压力和树脂流速,确保树脂能均匀、充分浸润每一处纤维铺层,避免出现干斑、浸润不均问题;
- 固化压实阶段:树脂完成全面浸润后,外袋启动「结构压实」功能,施加稳定的二次固化压力,持续压实层合板,消除层间微孔隙,保证构件的结构致密性;
- 全程压力维持:双袋系统可有效规避单袋工艺的真空松弛现象,全程维持稳定压力,在垂直表面成型时能抵抗重力导致的树脂沉降,确保构件截面厚度均匀。
2 系统核心构成
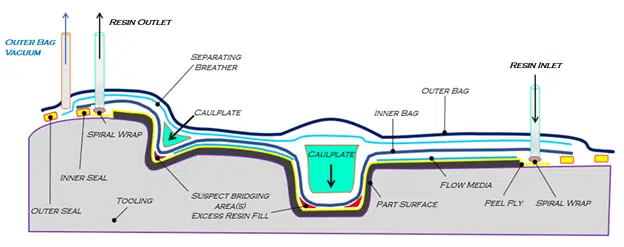
双袋成型系统并非仅由双层真空袋组成,而是多组件配合的完整工艺体系,缺一不可:
- 内真空袋:核心负责树脂灌注的压力与流速调控,与树脂灌注管路相连,适配构件形态做柔性贴合设计;
- 外真空袋:承担二次固化压实功能,提供稳定、均匀的压实压力,保障层合板致密性;
- 透气隔离层:设置于双袋之间,多采用金属丝网、透气毡等材料,打造两个真空袋的独立作用空间,防止袋体相互粘连导致工艺失效,同时辅助排出层间多余气体;
- 辅助工具:可根据构件需求搭配压力垫板、流道调节件等,在树脂易淤积区域实现智能压力补偿,进一步优化成型效果。
三、双袋成型工艺的核心技术优势
相较于传统单袋真空灌注工艺,双袋成型工艺针对复合材料复杂构件制造的痛点做了精准突破,在成型质量、工艺适配性等方面具备显著优势,具体体现在以下方面:
- 力学性能比肩预浸料高压釜工艺:通过精准把控纤维与树脂的黄金配比,最大化释放复合材料的材料潜能,成型构件的力学性能、结构致密性可与高端的预浸料高压釜工艺相媲美,同时保留非热压罐工艺的成本优势;
- 有效消除微孔隙,提升结构完整性:针对 90º(1”) 深凹曲面等复杂异形结构,能通过持续压力维持彻底消除层间微孔隙,解决了单袋工艺易出现的孔隙缺陷问题,避免因孔隙导致构件成为废品;
- 规避树脂沉降与厚度不均问题:在垂直表面、异形曲面成型时,外袋的均衡压力分布可抵抗重力引发的树脂沉降,同时保证构件各部位截面厚度均匀,解决单袋工艺在异形构件成型中的尺寸精度问题;
- 适配复杂构件的智能压力补偿:通过搭配压力垫板等辅助工具,可在构件树脂易淤积、压力难传递的区域实现精准压力补偿,这是单袋系统无法实现的工艺优化,进一步提升复杂构件的成型合格率;
- 避免真空松弛,保障工艺稳定性:双袋系统的独立压力调控机制,有效解决了单袋工艺在成型过程中易出现的真空松弛现象,全程维持稳定的工艺压力,确保从树脂灌注到固化压实的全流程工艺一致性。
四、双袋成型工艺的应用要点与适用范围
1 核心应用要点
双袋成型工艺并非万能的复材成型技术,其成型效果的发挥依赖于基础工艺要素的完善,核心应用要点需重点把控:
- 模具设计是基础:模压模具的精度、曲面设计、密封性能直接决定双袋系统的压力传递效果,复杂异形构件的模具需做针对性的柔性贴合与压力适配设计;
- 工艺参数精准控制:树脂灌注的压力、流速,外袋二次压实的压力大小、施加时机,以及固化温度、时间等参数,需根据复合材料类型(如碳纤维、玻纤复材)、构件结构做精准调试,否则易出现树脂过量或不足、层合板分层等问题;
- 铺层工艺规范:纤维铺层的方向、层数、平整度需严格遵循工艺要求,铺层不均会导致树脂浸润偏差,即使双袋系统调控精准,也难以实现理想成型效果;
- 辅材适配选择:透气隔离层的材质、厚度,压力垫板的布置位置,需根据构件结构特性选择,避免因辅材不适配导致袋体粘连、压力补偿失效。
2 主要适用范围
双袋成型工艺因对工艺控制、模具设计要求较高,并非适用于所有复合材料成型场景,其核心适用范围为对结构完整性、力学性能要求严苛的高端复合材料构件制造:
- 核心应用领域:航空航天制造业,如飞机机身段、机翼部件、航空支架等复杂异形复材构件,是该工艺的主要应用场景;
- 拓展应用领域:高端轨道交通、精密军工装备等对复材构件质量要求高的领域;
- 不适宜场景:普通 DIY 复材制品、低要求的通用复材构件制造,此类场景采用单袋工艺即可满足需求,使用双袋成型会增加工艺成本、降低生产效率。
五、双袋成型与单袋真空灌注工艺核心对比
为更清晰体现双袋成型的工艺优势,从成型质量、工艺适配性、成本、操作难度等维度,与传统单袋真空灌注工艺做核心对比:
| 对比维度 | 双袋成型工艺 | 单袋真空灌注工艺 |
|---|---|---|
| 成型质量 | 结构致密,无微孔隙,树脂纤维配比理想,力学性能优异 | 易出现微孔隙、树脂沉降,厚度均匀性差,力学性能一般 |
| 复杂构件适配性 | 适配深凹曲面、垂直表面等复杂异形构件 | 仅适配平板、简单曲面等常规构件,复杂构件成型合格率低 |
| 压力调控 | 双层独立调控,可实现压力补偿,无真空松弛 | 单一压力调控,易出现真空松弛,无压力补偿功能 |
| 工艺成本 | 略高,需额外辅材与精准参数调试 | 较低,辅材简单,工艺调试难度小 |
| 操作难度 | 较高,需专业人员把控多环节工艺参数 | 较低,操作流程简单,新手易上手 |
| 适用场景 | 航空航天等高端领域复杂复材构件 | 通用复材制品、低要求常规构件 |
六、复合材料双袋成型工艺专业知识补充
- 纤维树脂黄金配比:复合材料成型的核心关键,一般碳纤维复合材料的树脂含量控制在 35%-45% 为理想区间,双袋成型通过精准的压力与流速调控,可将树脂含量稳定在该区间,而单袋工艺易出现树脂含量偏高(淤积)或偏低(干斑)问题;
- 真空松弛的成因:单袋工艺中,树脂灌注过程中袋体受树脂流动、温度变化影响,易出现局部真空度下降的现象,即真空松弛,会直接导致层间气体无法排出,形成微孔隙;
- 非热压罐成型(OOA):双袋成型属于非热压罐成型工艺的重要类型,OOA 工艺的核心优势是摆脱对大型热压罐设备的依赖,大幅降低设备投资和生产能耗,是航空复材制造的重要发展趋势;
- 透气隔离层的作用本质:除了防止双袋粘连,还能形成连续的排气通道,将树脂灌注和固化过程中产生的层间气体快速排出,进一步减少孔隙缺陷。
七、复合材料双袋成型工艺常见问题解答
1 双袋成型工艺能否用于玻纤复合材料的成型?
可以。双袋成型工艺并非碳纤维复合材料专属,可适用于玻纤、芳纶等各类纤维增强树脂基复合材料的成型,仅需根据不同纤维的特性(如玻纤的浸润性、碳纤维的刚性)调试树脂灌注压力、固化压实压力等工艺参数即可。
2 双袋成型工艺的二次压实压力该如何确定?
二次压实压力的确定核心依据复合材料类型、构件厚度和结构复杂度:常规碳纤维复材平板构件,二次压实压力一般控制在 0.08-0.1MPa;深凹曲面、垂直表面等复杂构件,需适当提高至 0.1-0.12MPa;玻纤复材因纤维柔韧性更好,压力可略低,控制在 0.06-0.08MPa 即可,避免压力过高导致纤维铺层变形。
3 双袋成型工艺中出现层合板分层的原因有哪些?
核心原因主要有三类:① 树脂灌注不充分,纤维铺层存在干斑,层间结合力不足;② 二次压实压力施加时机过早,树脂尚未完成全面浸润,强行压实导致层间分离;③ 纤维铺层时存在杂质、气泡,铺层不规范,层间贴合性差。
4 双袋成型工艺的透气隔离层该如何选择?
需根据构件成型需求选择:航空高端构件优先选用金属丝网,透气性能好、抗压性强,可反复使用,保障压力均匀传递;普通高端构件可选用高密度透气毡,成本更低,贴合性更好,适合曲面构件,单次使用可避免辅材残留影响成型质量。
5 双袋成型工艺能否实现大规模量产?
目前该工艺更适用于高端小批量定制化复材构件生产,如航空航天领域的核心部件;若要实现大规模量产,需搭配自动化的树脂灌注系统、压力调控系统和模具生产线,实现工艺参数的自动化精准控制,目前行业内已有相关自动化改造的技术探索。
6 双袋成型工艺与热压罐成型工艺的成本差距有多大?
双袋成型作为非热压罐工艺,相比热压罐成型可降低40%-60% 的综合成本,核心节省了热压罐设备的采购、能耗、维护成本,以及大尺寸热压罐成型的人工成本,同时其成型质量仅略低于热压罐工艺,是航空领域降本提质的最优解之一。