


本文围绕玻璃钢(FRP/GRP)的材料组成、主流制造工艺展开,详细介绍了玻璃钢成品层压板的全维度质量检查标准、检测方法及核心判定依据,同时明确了各检测环节的专业规范与性能影响因素,为玻璃钢制造的质量把控提供全面的实操与参考依据。
一、玻璃钢基础定义与材料分类
纤维增强塑料(聚合物)简称玻璃钢,英文缩写 FRP,也可称 GRP(玻璃增强塑料),二者为同一种材料,核心以玻璃纤维为增强材料;若在对强度重量比要求高的高性能应用场景中采用碳纤维作为增强材料,则该材料被称为碳纤维增强塑料(CRP),也叫 C 玻璃钢。
二、玻璃钢复合材料核心组成
玻璃钢类复合材料(FRP/GRP/C 玻璃钢 / CRP)均由树脂粘合剂和增强材料(玻璃 / 碳纤维)两大核心部分组成,不同类型组分的特性与适用场景差异显著:
(一)树脂粘合剂
树脂粘合剂的核心作用是为玻璃钢提供服务环境下的耐化学性,不同树脂的成本、性能与适用场景不同:
- 聚酯树脂:通用部件主流选择,价格偏低,耐化学性一般;
- 乙烯基酯树脂:可定制配方耐受多种化学环境,适用于化学加工领域,材料成本高于聚酯树脂;
- 环氧酚醛清漆树脂:适配各类化学暴露场景,成本高于聚酯树脂;
- 环氧树脂:多与碳纤维搭配使用,适配高性能需求场景。
(二)增强材料
增强材料为复合材料提供机械强度,玻璃增强材料是主流类型,拥有多种形态,碳纤维则为高性能场景专属增强材料,玻璃增强材料的常见形态及特性如下:
- 短切原丝毡:玻璃纤维随机定向分布,各方向机械强度一致,以卷 / 片形式供应,可按需切割,也可通过切碎枪混入树脂;
- 编织粗纱:玻璃丝以编织纹理组合,在纤维束垂直编织方向具备额外强度,可在结构强度需求高的区域针对性使用;
- 单向垫:纤维几乎沿单一方向分布,在指定方向提供高强度支撑;
- 长连续股线:主要应用于长丝缠绕制造工艺,适配储罐、管道等产品成型。
三、玻璃钢主流制造方法
玻璃钢可通过多种工艺制造,不同工艺的自动化程度、成型特点、适用产品差异明显,核心主流工艺及特性如下:
(一)纤维缠绕
自动化成型工艺,核心将玻璃纤维与树脂施加到纺丝心轴上,可调整玻璃增强类型、风角、产品厚度以匹配机械强度要求;主要用于储罐、管道制造,产品的直径和长度受心轴尺寸限制,成品若长期暴露于紫外线,易出现树脂降解、玻璃纤维暴露问题。
(二)手糊(开模制造)
工艺操作简单,可制造几乎任何几何形状的零件;通过手工 / 切碎枪将玻璃纤维和树脂层施加到定制形状模具上,手工滚压层压板以压实、均布树脂并去除气泡;缺点是相比自动化工艺更耗费人力,生产效率较低。
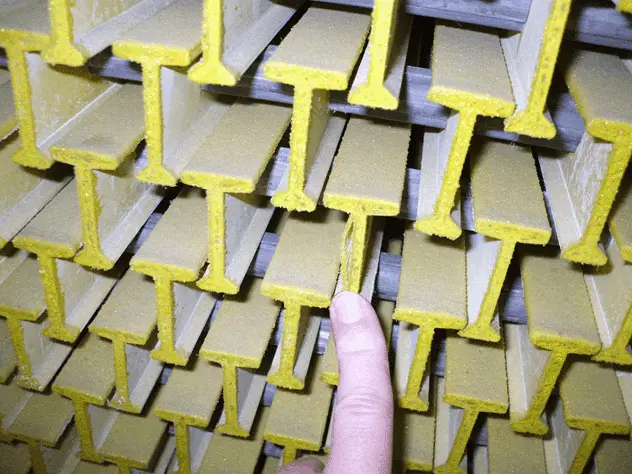
(三)拉挤成型
连续化自动化工艺,将大量玻璃单丝线拉过树脂浴后通过定制模具(染料)成型,模具形状决定产品外形,成型过程中通常加热以加速树脂固化;主要用于制作工字梁、槽钢、管材等结构件,成品可按需切割长度,易出现分层缺陷。
(四)压缩成型(封闭成型)
高效自动化工艺,可快速制造复杂形状产品;先将预切增强材料放入半副模具,合模后注入树脂润湿增强材料,通过高压压实层压板并挤出气泡,常配合加热加速固化;玻璃钢垫片多由该工艺制成的板材切割加工而成。
四、玻璃钢层压板成品质量检查步骤
玻璃钢层压板成型后,需通过多维度质量检查把控产品品质,涵盖外观、固化度、机械性能三大核心维度,各维度均有对应的国家标准检测方法与判定规范。
(一)外观检查(依据 ASTM D2563 标准)
ASTM D2563《玻璃增强塑料层压部件视觉缺陷分类的标准实践》是玻璃钢外观检查的核心依据,该标准列明 28 种视觉缺陷类型、允许的缺陷尺寸 / 数量,还配套照片示例,同时设立三级通用视觉接受等级,也支持制定产品专属的 IV 级缺陷限制(需在产品图纸中标注):
- 一级:无缺陷;
- 二级:少量轻微缺陷;
- 三级:少数缺陷(符合标准限定)。
核心需检测的外观缺陷类型:碎屑、贯穿性裂纹、表面裂纹、表层下龟裂、边缘分层、层内分层、干点、金属 / 非金属异物夹杂物、未穿透性断裂、气泡(空隙)、水疱、热分解燃烧痕迹、鱼眼、填充不足、橘皮纹、疙瘩、针孔坑、预凝胶、树脂袋、富树脂边缘、缩痕、清洗痕、虫洞、皱纹、划痕、成型不完整短料。
(二)固化度检查
树脂完全固化是玻璃钢具备设计强度和耐化学性的前提,树脂固化过程为聚合物链交联,从液态转化为固态的过程,核心通过两种方法检测:
- Barcol 硬度测试(依据 ASTM D2583 标准):采用带弹簧加载锥体压头的 Barcol 硬度计,通过压头刺入玻璃钢表面的相对深度,判定材料硬度,进而反映树脂固化程度;树脂制造商的产品数据表会明确完全固化对应的巴氏硬度值,为判定依据。
- 溶剂擦拭测试:实操性强,用干净抹布蘸丙酮涂抹测试表面,若 30 秒后表面发粘,说明树脂未完全固化;若表面无粘手现象,为固化合格。
(三)机械性能检查(破坏性测试)
机械性能检测为破坏性试验,需从成品中取样检测,储罐类产品通常从人孔、喷嘴的切口处取样,核心检测拉伸强度、弯曲强度、树脂与玻璃比率三大指标,各指标均有对应的国家标准检测方法:
- 拉伸强度(依据 ASTM D638 标准):将样品切割为标准形状,通过实验室拉伸试验机进行拉伸试验,测定拉伸性能指标;
- 弯曲强度(依据 ASTM D790 标准):将样品放置在两个支架上,在样品中间施加负载,测定弯曲特性与弯曲强度;
- 树脂与玻璃比率(依据 ASTM D2584 标准):通过烧失量法检测,该比率直接影响层压板的机械性能和耐化学性 —— 玻璃含量越高,机械强度越高;树脂含量越高,耐化学性越好,项目规范会明确该比率的要求值,并用于设计计算确定产品所需厚度。
五、玻璃钢制造质量把控相关专业补充知识
- 玻璃钢的性能可通过定制配方调整,通过搭配不同类型的树脂粘合剂和增强材料,可实现不同的机械强度和耐化学性,适配通用、化工、高性能结构等不同应用场景;
- 紫外线是玻璃钢的常见老化诱因,长期暴露会导致树脂降解、玻璃纤维暴露,因此户外使用的玻璃钢制品通常需做表面防护处理;
- 手糊工艺的人工操作环节对产品质量影响大,滚压不充分易导致层压板气泡、树脂分布不均,进而降低成品强度和耐腐蚀性;
- 拉挤成型、压缩成型的加热温度和固化时间需精准控制,温度过低或时间不足会导致树脂固化不完全,温度过高则易出现树脂热分解、成品变形等问题。
六、玻璃钢制造与质量检查常见相关问题
1. 玻璃钢成品出现分层缺陷的主要原因是什么?
核心原因包含三类:一是成型过程中树脂未充分润湿增强材料,层间结合力不足;二是压实施工不到位,层间存在气泡、空隙,导致层间分离;三是固化工艺不合理,树脂固化程度不均,层间收缩不一致引发分层,拉挤成型工艺若模具精度不足也易出现分层。
2. 为何化学加工领域不建议使用聚酯树脂制作的玻璃钢?
聚酯树脂耐化学性一般,无法耐受化学加工场景中的各类酸碱、化学介质腐蚀,易出现树脂老化、溶胀,进而导致玻璃钢制品失效,该领域更适配乙烯基酯树脂或环氧酚醛清漆树脂制作的玻璃钢。
3. 巴氏硬度值未达到标准要求,玻璃钢制品能否投入使用?
不建议投入使用。巴氏硬度值未达标说明树脂未完全固化,成品的机械强度、耐化学性均无法达到设计要求,在使用过程中易出现变形、破损、腐蚀等问题,大幅缩短使用寿命,甚至引发安全事故。
4. 树脂与玻璃比率为何需要严格按照项目规范控制?
树脂与玻璃比率是玻璃钢性能的核心影响因素,若玻璃含量过低,成品机械强度不足,易出现结构破损;若树脂含量过低,成品耐化学性、耐腐蚀性下降,无法适配使用环境;只有按规范控制比率,才能保证成品同时满足设计的机械性能和环境适应性能。
5. 手糊工艺和压缩成型工艺的成品质量哪个更稳定?
压缩成型工艺的成品质量更稳定。压缩成型为自动化封闭工艺,树脂注入、高压压实、加热固化均为标准化操作,人为干预少;而手糊工艺为人工开模操作,滚压力度、树脂铺设均匀度等均依赖操作人员的技术水平,易出现人为误差,质量稳定性低于压缩成型工艺。
6. 玻璃钢外观检查中发现少量气泡,是否一定判定为不合格?
并非绝对。需依据 ASTM D2563 标准的等级要求及产品专属 IV 级限制判定,若气泡的尺寸、数量、分布范围在对应等级的允许范围内,可判定为合格;若超出标准限定,则为不合格品,需返工处理。