
为什么我的复合模具在真空或施加压力下会泄漏?


图 1. 这些图像中的永久图案和叠层模具都具有在零件区域之外具有较大半径的法兰,从而提高了层压板的刚度并防止边缘冲击。图片来源(上图和横向图片):Ascent Aerospace
我对复合材料与金属模具的最大抱怨是它们会随着时间的推移而泄漏。在制造低温固化、高温服务层压模具时尤其如此。有时它们在测试首件合规性时会立即泄漏,导致制造商拼命尝试密封泄漏并(暂时)解决问题以节省自己的投资,或者更糟糕的是,按时将其交付给毫无戒心的客户。无论如何,在制造后修复泄漏是不可取的,并且随着时间的推移报废零件和重复维修可能会变得昂贵。
可以预先做些什么来确保模制复合材料工具在使用中不会泄漏?要回答这个问题,我们首先需要了解导致工具泄漏的因素。以下是需要考虑的一些要点。
工具设计
在工具周边添加大半径法兰可以最大限度地减少制造、脱模和使用过程中边缘冲击损坏的可能性。这种方法的好处是增加了工具层压板本身的刚度,允许最小的支撑结构(图 1)。法兰和其他成型特征的考虑发生在模型或图案设计中,使这些特征与工具层压板一起铺设。
材料选择和工艺方法
为了获得最佳结果,预浸材料和工艺是可取的。制造湿铺层(或灌注)工具要困难得多,因为它可以合理控制树脂含量,并能够提供间歇性压实步骤(减厚)以避免铺层过程中的拐角处出现桥接。可以这样做,但生产中泄漏的风险更高。
虽然经常部署为节省时间,但随着时间的推移,在层压结构中使用松散织物可能是有害的,因为它们通常需要额外的树脂来填充纱线和相邻层之间的交叉点。它们也更容易在角落或重叠处桥接,树脂将试图填充由开放空间产生的低压区域。过量的树脂是有问题的,最终会产生微裂纹,从而在工具层压板内形成泄漏路径。建议使用面积重量≤500 gsm 的碳纤维或 <700 gsm 的玻璃纤维的斜纹和/或挽具缎面 (HS) 织物,以尽量减少问题。注意:HS 织物需要更仔细地检查经面方向才能获得真正的对称性(参考 2022 年 8 月的文章,“扭转局面:看看高温固化层压板的尺寸问题”)。
建议使用多个 debulks 以获得最佳效果。第一层应始终压实,以便在铺设后续层之前紧贴模型或图案。debulks 之间的层数取决于模具配置。模具越复杂,需要的体积越多。如果时间(和材料)允许,建议在固化前进行最后的过夜减重,以排出水分、挥发物并在固化前提供层压板压实。

图 2. 该模具有一个与工具层压板粘合的挤压橡胶球,为工具和操作员提供额外的保护。注意模具设计中使用的模制法兰和索引特征。 图片来源:阿巴里斯
初始低温固化
高反应性低温固化树脂通过最大限度地减少固化过程中的热膨胀系数,可以在模型(或图案)和工具层压板之间实现良好的尺寸控制。许多预浸料模具系统最初在约 65°C 下固化数小时。根据测量温度的系统和模型的传热系数,这可能没有足够的时间或温度来推动树脂成熟。它可能看起来已固化,但并未完全交联。此阶段的玻璃化树脂在受到冲击或弯曲时极易断裂。在初始工艺温度下增加浸泡时间或将温度(在初始固化后)升高到约 80°C 几个小时,可以帮助在脱模前将交联键进一步推向成熟。然后,
基体树脂的微断裂
如果基体树脂损坏,最有可能在脱模过程中使用楔子从模型或模型中移除工具时发生。对于外露边缘(薄饼)工具设计尤其如此,其中层压板与楔形表面在同一平面内。在脱模过程中,层压板的局部冲击和弯曲产生的力会在每个楔形位置造成严重的扇形微裂纹。热循环(膨胀和收缩)加剧了这种情况,因为微裂缝网络在层压板内的树脂丰富区域继续增长,最终导致真空/压力完整性的损失。因此,在楔形线处有一个大半径的法兰将使结构变硬并最大限度地减少断裂的机会。
切削或加工边缘
强烈建议不要使用往复锯(曲线锯或 Sawzall)或高速砂轮切割工具层压板的锋利边缘。往复锯会使边缘微裂,而切割轮会使基体树脂过热,使其更容易断裂。建议边缘尽可能接近最终形状,然后平行于边缘进行手工或砂带打磨,而不是修整。之后,用橡胶边缘保护器覆盖边缘,以保护边缘免受损坏和员工受伤(图 2)。
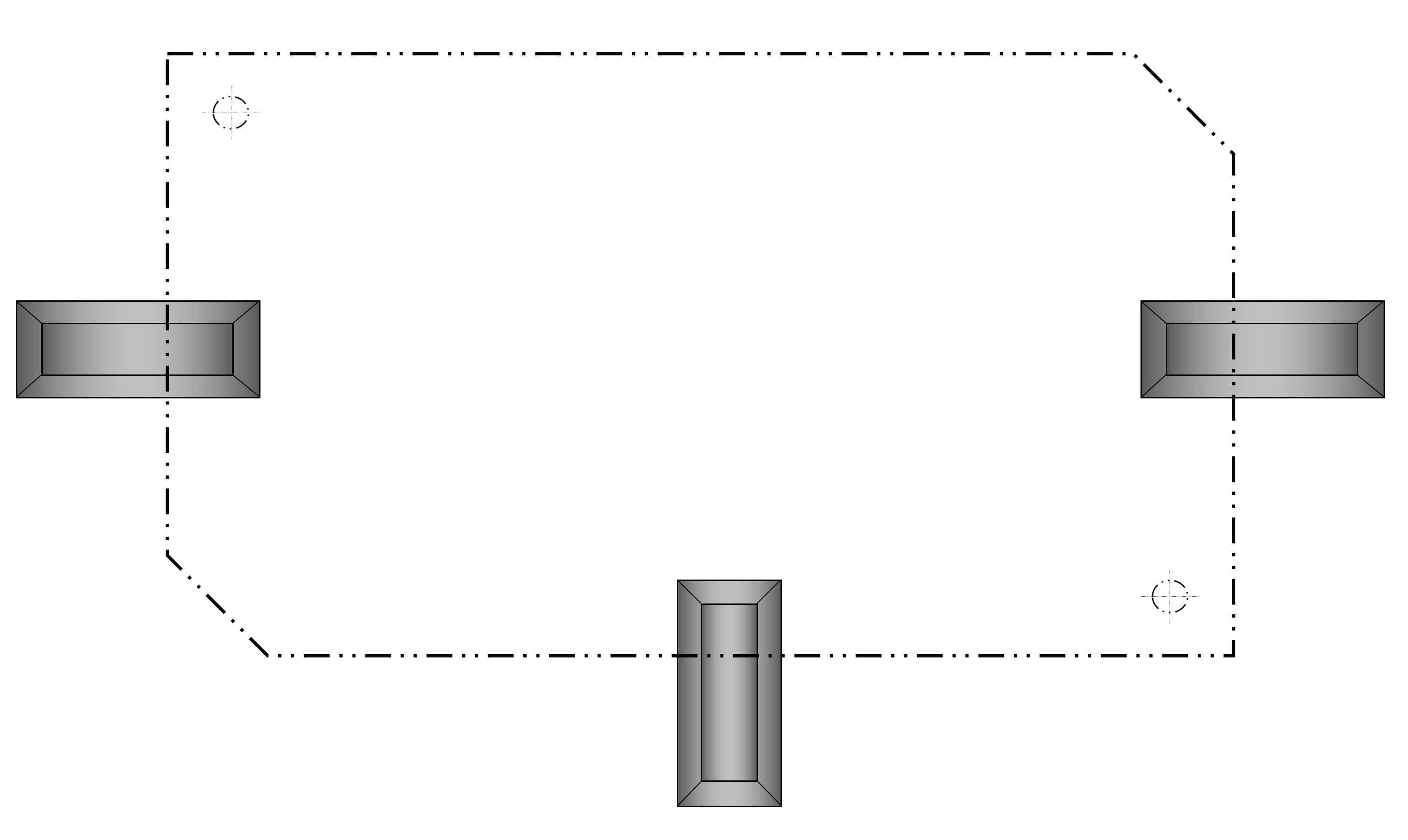
图 3. 用于将模制零件定位到后续修整和/或钻孔夹具或固定装置的模制索引概念。模制索引也可用于定位和二次粘合配合零件。图片来源:阿巴里斯
工具层压板中的孔、销、衬套和穿孔
询问任何进行工具维护的工具制造商,他们会告诉您,随着时间的推移,工具孔、销、衬套和其他穿透工具层压板的孔将开始泄漏。当一个又一个循环使用时,销钉位置、衬套和金属真空管道/硬件位置上的应力都会在相邻的基体树脂中产生微裂纹,最终将与微裂纹(泄漏)网络连接起来。最好使用模具中的模制特征来为用于修整和钻孔操作的后续工具提供零件索引(图 3)。
多件式工具
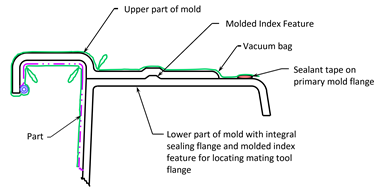
图 4. 该图展示了将多件工具放入母模中以保持真空/压力完整性的想法。图片来源:阿巴里斯
与其将工具拆分为带有分流线的单独部件以适应负拔模配置,不如考虑将模具设计为插入“母”工具以保持整个分流线的真空/压力完整性(图 4) .
从后见之明到远见
还有更多减少或消除复合模具泄漏的好主意。例如,在 1980 年代,我是一个团队的一员,该团队在工具层压板设计中使用了 Viton 中间层1,以减少预浸料高压釜固化工具的泄漏。Viton 层在消除泄漏方面效果很好,但需要在层压板设计中额外考虑以减少热膨胀效应。关键是,只要有一点知识和远见,工具设计师和制造商就可以提前格外小心,以生产出优质、无泄漏的复合模具。在制造复合材料工具时,请记住“预加工而不是返工”的座右铭。
作者简介:为复合材料创业者服务
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。