
本文系统讲解胶衣内部配色、色差公差设定、颜色稳定性控制全流程,帮助工厂与施工方实现无色差、批次一致的胶衣效果。
一、核心摘要
胶衣颜色匹配分为供应商配色与内部手动配色,关键要控制颜料添加、固化条件、光源环境、色差公差,并通过Delta E量化标准,确保批量生产颜色统一。
二、内部配色方法(手动调色)
- 从色浆开始调色使用胶衣专用色浆,像调油漆一样逐步微调,每次添加都做好重量记录。
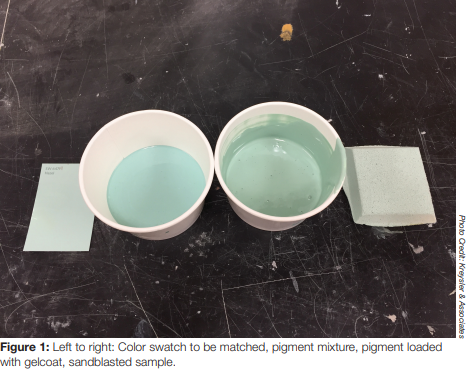
- 先做试样再批量接近目标色后,将色浆加入胶衣基料,固化后做样板,再对比原色。
- 注意颜色偏移规律纯颜料浆颜色更冷、更饱和;加入胶衣后会偏暖、饱和度降低;喷砂后会更浅、更淡。
- 避开同色异谱陷阱同色异谱:一种光源下颜色一致,换光源就有色差。必须在固定标准光源下比对,优先使用色差仪确认。
三、颜色公差设定(行业标准)
- Delta E(ΔE):衡量人眼可感知的色差单位
- 供应商标准:ΔE ≤ 0.5
- 加工波动:约 ±0.5
- 行业通用合格:ΔE ≤ 1.5
- 严格项目:必须用色差仪检测
四、颜色一致性控制要点
- 尽量同一批次胶衣完成项目,减少批次差
- 稳定施工条件:温度、固化剂比例、喷涂压力、脱模剂用量
- 每批来料制作标准色卡,入库前比对
- 制作明暗 / 红黄 / 绿蓝边界样板,给客户与质检做判定依据
五、补充专业知识
- 胶衣调色必须用专用色浆,普通油漆色浆会导致不固化、发粘
- 胶衣固化后颜色会轻微变深 / 变暧,必须以固化样板为准
- 批量生产最容易色差的环节:温度波动、固化剂多少、喷涂厚薄
六、典型应用案例
- 批量船体生产:统一胶衣批次 + 固定施工参数,整批 ΔE<1.0,无色差
- 定制颜色:2–3 轮试样即可精准匹配,客户验收一次通过
- 色差投诉:光源不同导致误判,改用标准光源比对后问题解决
七、常见问题解答
- 为什么湿胶衣和干后颜色不一样?胶衣固化会变色,必须以完全固化样板作为配色标准。
- 没有色差仪怎么控制质量?制作标准色卡 + 明暗边界样,在同一光源下目视比对。
- 不同批次胶衣一定会有色差吗?大概率会,所以大单必须提前备足同一批次。
- 色差 ΔE 多少肉眼看不出来?一般ΔE<1.0,肉眼难以分辨。
- 喷砂为什么会影响颜色?喷砂会漫反射光线,让颜色看起来更浅、饱和度更低。





