
本文围绕玻璃钢胶衣施工展开,详细梳理了鱼眼、流挂等六大常见胶衣缺陷的成因、针对性解决办法,同时讲解了胶衣缺陷的问题类型判定、故障排查核心原则及原材料与工艺相关的问题区分要点,为 FRP 胶衣施工的质量把控提供全面实操指导。
胶衣作为纤维增强聚合物(FRP)复合材料的关键表面处理材料,并非仅为提升外观,更能为 FRP 零件提供防水、抗紫外线、耐化学腐蚀等环境防护,还可实现阻燃、导电等特殊功能,其正确应用是保障性能发挥的核心。施工中需保证胶衣喷涂流动顺畅、无流挂无孔隙、模具附着力可控、固化后表面性能达标且具备足够柔韧性,而因施工要求严苛,胶衣应用也成为 FRP 复合材料使用中的主要挑战。以下为胶衣施工六大常见缺陷、成因及解决办法,同时补充相关专业知识与实操要点:
一、六大常见玻璃钢胶衣缺陷及排除方法
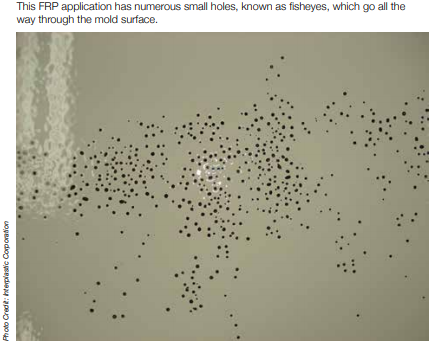
(一)鱼眼
鱼眼是延伸至模具表面的湿胶衣薄膜孔隙,由胶衣与模具表面张力不平衡引发。主要成因:脱模剂使用过多 / 不均、胶衣涂层过薄、粘度偏低、喷涂图案不佳,或模具 / 胶衣被油、水、灰尘、碎屑等污染。
解决方法:严格遵循供应商脱模剂使用规范;做好库存管理,使用新鲜胶衣材料;规范胶衣混合与喷涂操作技术,保证喷涂工艺标准。
(二)下垂(流挂)
湿胶衣薄膜施涂后因重力或喷雾力发生过度位移,是胶衣施工中高频出现的问题。主要成因:胶衣薄膜过厚、喷涂压力过高、与模具喷涂角度过低,或胶衣粘度低、凝胶时间过长、模具表面能低。
解决方法:采用规范喷涂技术,精准控制薄膜厚度、喷枪与模具距离及喷涂图案的形状和角度;定期轮换库存,使用新鲜胶衣材料;将材料、车间、模具温度稳定控制在 21-32℃区间。
(三)鳄鱼皮(起皱)
胶衣薄膜在层压前后出现起皱变形,核心是胶衣固化程度不足,无法抵抗层压树脂或后续湿胶衣中的单体、溶剂带来的软化作用。主要成因:胶衣未充分固化时过早层压(如催化剂添加量低、环境温度低);固化不均匀(催化剂掺入不良、喷涂图案差、膜厚控制不佳);胶衣施涂层间延迟时间过长,或慢固化胶衣上叠加快固化胶衣。
解决方法:规范喷涂技术与设备参数,精准控制薄膜厚度;待胶衣固化至指触无痕迹、不粘料的程度后再进行层压操作;定期维护校准喷涂设备,将施工环境及材料温度控制在不低于 21℃;做好材料混合与库存周转,使用新鲜胶衣。
(四)预脱模
层压前后胶衣薄膜与模具发生物理分离,易导致 FRP 零件表面变暗、变形。主要成因:胶衣膜厚不均 / 过厚、固化速度过快、层压板施涂延迟,或模具过度振动 / 移动、模具存在污染物、使用滑差值过高的脱模剂。
解决方法:遵循脱模剂供应商使用指南;通过规范喷涂技术与设备设置,控制膜厚及催化剂添加量;将施工温度控制在 21-30℃,减少温度对固化附着力的影响。
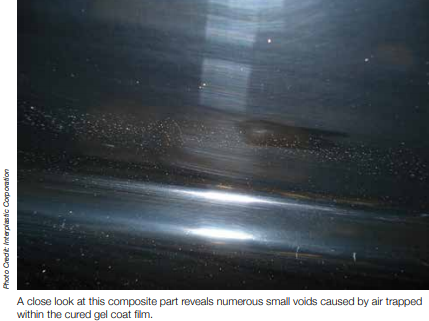
(五)孔隙率(针孔 / 气泡)
空气被困在固化后的胶衣薄膜中,形成大量微小球形空隙,打磨 / 抛光前通常难以发现,直接影响胶衣致密性与防护性能。主要成因:胶衣薄膜过厚、施涂速度过快,截留空气无法及时释放;胶衣或催化剂雾化效果差、喷涂技术不当;胶衣粘度偏高、施工环境及材料 / 模具温度偏低。
解决方法:优化喷涂技术与设备参数,控制膜厚并提升材料雾化效果,让空气充分释放;采用规范的胶衣混合方法,保证材料混合均匀;使用新鲜胶衣材料,避免因材料变质导致的雾化、流动问题。
(六)开裂
胶衣薄膜受机械力或热力作用发生破裂,直接降低 FRP 零件的表面防护与结构完整性。主要成因:高应力区域胶衣膜过厚;层压板固化程度不足(过绿)、强度不够,无法支撑胶衣;脱模、组装、使用过程中零件受应力 / 损坏;脱模时零件粘模,或零件在极低温度下受应力。
解决方法:规范喷涂工艺,精准控制高应力区域胶衣膜厚;重新设计层压板 / 产品结构,保证高应力区域复合材料的厚度与增强效果;优化脱模剂的选择与施涂工艺,减少脱模粘模问题;审核胶衣与零件及施工工艺的匹配性,选择适配的胶衣类型。
二、玻璃钢胶衣缺陷的问题类型判定
胶衣施工中出现的缺陷可分为特殊原因问题与常见原因问题,精准判定类型是高效解决问题的前提,二者核心特征与解决思路差异如下:
- 特殊原因问题:无固定发生模式、出现频率低,多孤立于特定施工过程。解决思路:采取即时纠正措施即可解决,如更换新批次胶衣、更换混合滚筒、维修 / 校准喷涂设备等。
- 常见原因问题:发生频率高,可在多个操作员、零件、设备设置或施工条件下出现。解决思路:需制定系统性解决方案,如开展全员施工技术培训、进行工程设计变更、优化施工流程与操作规范等。
三、胶衣缺陷的核心故障排查原则
(一)区分原材料与工艺问题
排查胶衣缺陷时,首先需判定问题根源为原材料相关或工艺相关,同时可辅助判定问题为特殊 / 常见原因:
- 原材料问题:多与胶衣、脱模剂、引发剂、抛光剂、修补助剂等直接接触模具 / 胶衣的材料相关,材料质量、批次变质、型号不匹配均会影响胶衣薄膜质量,多为特殊原因问题。
- 工艺相关问题:涉及施工人员操作、施工方法、材料选择鉴定、设备状态、模具质量、设备校准及环境温度 / 湿度等,多为常见原因问题。
(二)单一变量整改原则
对胶衣缺陷进行故障排除时,一次仅进行一项更改,单独验证每个解决方案的有效性。若同时进行多项更改,未做严格的变量控制,易导致故障原因判定混乱,甚至引发更严重的施工问题。
(三)借助供应商专业支持
胶衣材料供应商具备丰富的产品应用与故障排查经验,当遇到复杂胶衣缺陷、无法精准判定成因时,及时联系材料供应商获取技术支持,可大幅提升问题解决效率。
四、玻璃钢胶衣施工补充常见问题及专业解答
1. 胶衣施工前,模具表面处理的核心要点是什么?
模具表面需保证清洁、干燥、无油污杂质,脱模剂施涂需薄而均匀,避免局部堆积;模具表面平整度达标,无划痕、凹陷,否则会直接反映在胶衣表面,影响外观与性能。
2. 不同厚度的胶衣涂层,施工时的喷枪参数如何调整?
薄涂时可适当降低喷涂压力(0.3-0.4MPa)、缩小喷枪与模具距离(20-30cm)、提高喷枪移动速度;厚涂时需分多次薄喷叠加(单次膜厚控制在 0.2-0.3mm),喷涂压力调至 0.4-0.5MPa,距离 30-40cm,避免一次厚涂导致流挂、孔隙率高。
3. 胶衣固化速度过快 / 过慢,除温度外,还有哪些调整方式?
主要通过催化剂添加量调整,固化过快可适当降低催化剂比例(需在供应商推荐范围),固化过慢可小幅提高;同时需保证催化剂与胶衣混合均匀,避免局部固化速度差异导致的鳄鱼皮、开裂。
4. 户外施工的胶衣,如何提升其抗紫外线老化性能?
选择添加紫外线吸收剂、光稳定剂的专用户外胶衣;施工时保证胶衣固化完全,避免因固化不足导致的老化加速;后期可在胶衣表面喷涂专用清漆,进一步提升抗紫外线能力。
5. 胶衣施工后,发现表面有轻微划痕,如何修复?
轻微浅划痕可使用细砂纸(800-1200 目)湿法打磨,后用抛光剂抛光至原光泽;较深划痕需先清理划痕处杂质,填补适配的胶衣修补膏,固化后再打磨抛光,保证修复处与周边胶衣衔接平整。