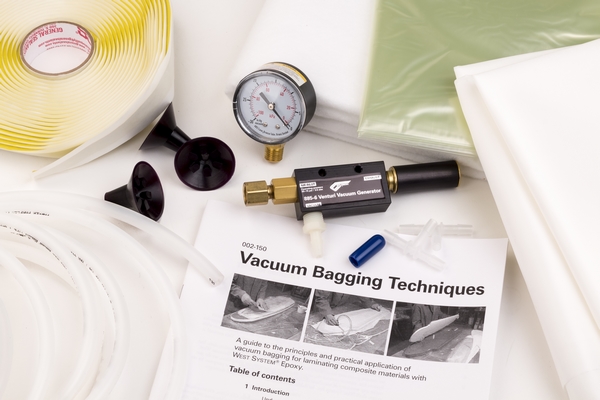
真空袋装袋需按规范顺序使用密封胶带、离型布、隔离膜、透气毡、真空袋等辅材,正确铺设与操作可保证真空稳定、树脂分布均匀,提升复合材料制品质量。
密封胶带
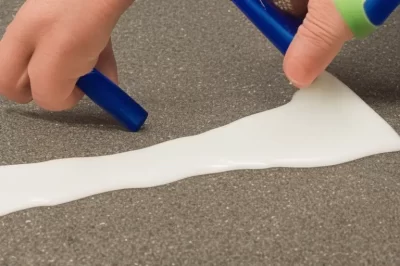
密封胶带也叫粘性胶带或密封胶泥,作用:在制品周边形成密封边界,保证真空腔不漏气。使用方法:铺设在模具清洁区域,无树脂残留与松散纤维,预留合理边界宽度。
离型布
离型布又称剥离层,材质以尼龙或聚酯为主,部分带脱模涂层。作用:隔离层压板与上层辅材,固化后易剥离,表面留纹理便于二次粘接。使用方法:直接铺设在湿态层压板上方。
隔离膜
隔离膜多为穿孔离型膜,属于可选辅材。作用:控制多余树脂流向,调节树脂渗出量。使用方法:放置在离型布与透气毡之间,根据树脂粘度与真空压力选择开孔规格。
透气面料
透气面料也叫透气毡、婴儿毯,具备双重功能。作用:一是快速导出气体,保证真空通畅;二是吸收真空压实过程中挤出的多余树脂。使用方法:铺设在隔离膜或离型布上方,覆盖整个制品区域。
真空口
真空口是真空管路与袋内系统的过渡接头。作用:稳定抽气,防止局部漏气。使用方法:安装在透气毡上方,密封牢固,开孔大小适中便于密封。
真空袋
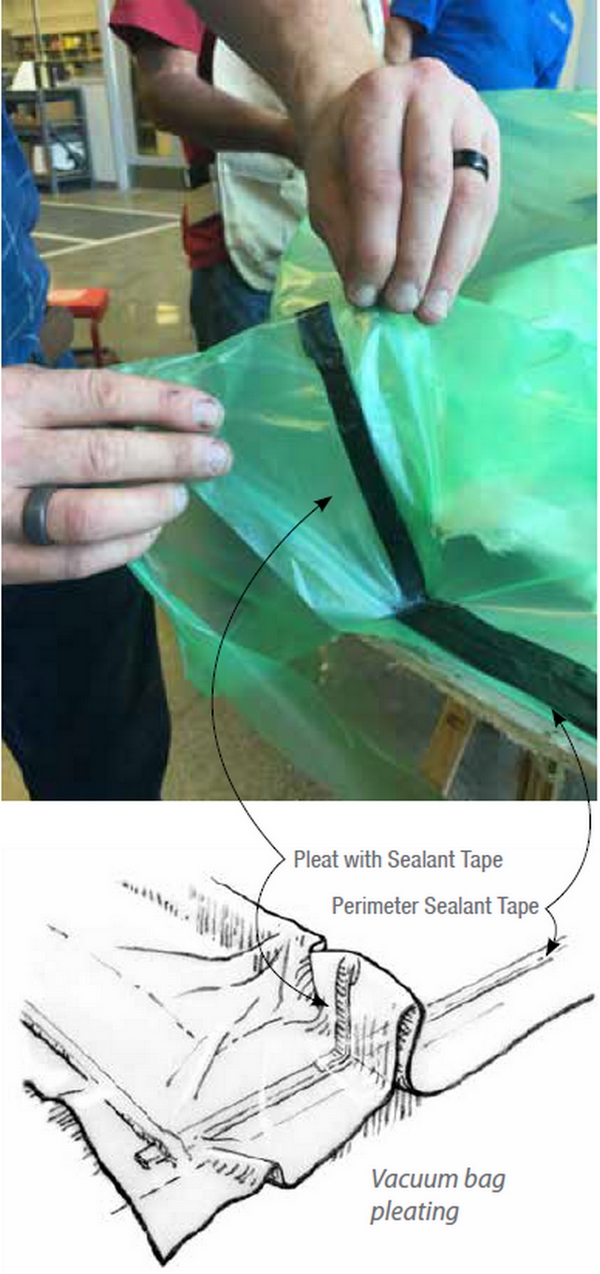
真空袋为专用真空膜,需预留足够尺寸覆盖模具。作用:形成密闭真空腔体。使用方法:在拐角与弯曲处做打褶处理,避免桥接、撕裂或密封不良;褶皱可让膜材更好贴合复杂形状。
真空管
真空管也称真空软管,常用钢丝增强管或半刚性塑料管。作用:传输真空压力,保证负压稳定。使用方法:选用抗压、耐高温型号,避免弯折塌陷;高温固化需用耐热管材。
真空表
真空表用于实时监测真空压力。作用:确保真空度满足工艺要求。使用标准:真空袋装制品需达到至少 10 英寸汞柱,才能保证有效压实。
真空泵选项
真空泵分为容积式、非容积式、气动真空发生器三类。容积式:油润滑型真空高、寿命长;无油型清洁、易维护,常用活塞泵、旋片泵。非容积式:CFM 大但真空度低,如吸尘器泵。气动真空发生器:文丘里式,低成本便携,适合小件。两级发生器适合大型真空袋作业。真空泵需持续工作至树脂完全固化,通常为 8 至 24 小时。
真空袋装辅材专业知识
真空袋装系统是玻璃钢 / 复合材料真空袋压、预浸料、湿法成型的核心辅材组合,按 “制品→离型布→隔离膜→透气毡→真空袋→密封系统” 顺序铺设,可实现均匀压实、精准控胶、低孔隙率成型。整套辅材直接影响制品纤维树脂比、表面质量、力学性能,是高端复合材料构件必备工艺系统。
真空袋装材料应用案例
- 风电叶片真空袋压:全套辅材规范铺设,保证壳体与主梁压实均匀。
- 航空碳纤维构件:使用高透气毡与耐高温真空袋,满足高温固化要求。
- 玻璃钢游艇船体:大面积真空袋系统,保证强度与外观平整度。
- 汽车碳纤维外饰:拐角打褶处理,避免桥接与压痕,外观无缺陷。
- 医疗设备外壳:高真空度配合标准辅材,实现低孔隙率高精度成型。
- 卫浴玻璃钢产品:经济型辅材组合,稳定量产、降低成本。
真空袋装材料与使用常见问题 FAQ
- 问:真空袋装辅材的铺设顺序是什么?答:顺序为密封胶带→制品→离型布→隔离膜→透气毡→真空袋。
- 问:真空袋在拐角处为什么要打褶?答:防止桥接、撕裂、漏气,让膜材更好贴合复杂形状。
- 问:真空袋装需要的最低真空度是多少?答:至少需要10 英寸汞柱,才能实现有效压实。
- 问:透气面料的两个核心作用是什么?答:导气排气和吸收多余树脂。
- 问:离型布的主要作用是什么?答:隔离层压板,易剥离,表面留纹理便于二次粘接。
- 问:小型真空袋作业适合用什么真空源?答:适合气动真空发生器(文丘里式),便携成本低。
- 问:高温固化时真空管需要注意什么?答:必须选用耐热管材,防止高温软化塌陷。
- 问:穿孔隔离膜是必需材料吗?答:不是,属于可选辅材,用于精确控制树脂含量。