

玻璃钢平板与波纹板连续生产,固化剂直接决定线速、外观、强度与生产成本,必须根据温度、线速、颜色要求、透明度选择匹配的有机过氧化物体系。
一、连续生产工艺流程与固化剂要求
生产流程:树脂涂布→玻纤铺层→压辊浸润→成型→加热固化。
工艺条件:固化温度60–150℃,线速5–25 米 / 分钟。
固化剂核心要求:固化速度快、不脱色、高透明、添加宽容度高、放热可控。
二、四大类固化剂详细对比
1. 过氧化乙酰丙酮(AAP)
固化特点:配合钴促进剂,固化速度极快,含乙酰丙酮辅助促进,凝胶–固化时间短。
优点:反应活性高,适合高速线。
缺点:易掉色、对添加量敏感、放热峰高,过量易发黄、开裂。
代表型号:
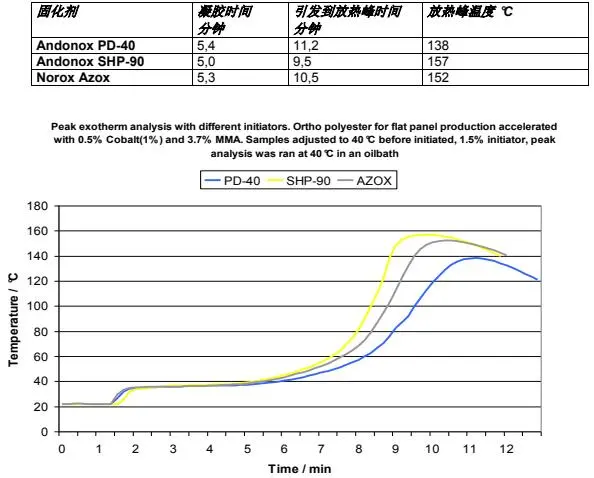
- Andonox PD-40:通用型 AAP。
- Norox Azox:溶解性更好,含水量更低,透明度更高。
- Andonox SHP-90:两步固化,强度更高,苯乙烯残留更少。
- Andonox RTM-12:凝胶时间更长,施工宽容度更高。
2. 过氧化甲乙酮(MEKP)
固化特点:高活性、凝胶快、固化迅速,连续生产线最常用体系。
优点:添加宽容度高、不影响颜色、成本更低、选择更广。
缺点:同等温度下固化速度略慢于 AAP。
代表型号:
- Andonox KP-100、SG-10、KP-100S:凝胶时间依次缩短,适配不同线速。
3. 过氧化甲基异丁基酮(MIBKP)
固化特点:低温引发能力强,50℃以上即可快速固化,速度略低于 AAP。
优点:添加量不敏感、不影响制品颜色、表面树脂含量高、板面固化更平整。
适用场景:中高温连续线、追求表面高质量的板材。
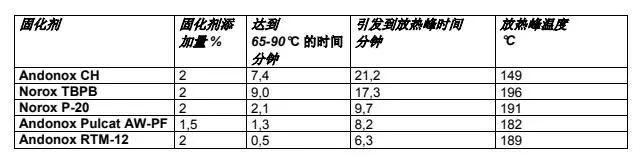
代表型号:Andonox Pulcat AW-PF,活性氧高,适合快速固化。
4. 过氧化氢异丙苯(CUHP)
固化特点:配合钴 / 铜促进剂加热固化,多用于美式工艺。
缺点:固化水白色树脂时易褪色,适用场景较窄。
代表型号:Andonox CH。
三、固化实验关键数据
实验 1:40℃,钴促邻苯树脂,固化剂 1.5%
- 测试目标:凝胶时间、放热峰,评估低温启动速度。
- 应用意义:决定生产线低温启动稳定性。
实验 2:85℃,钴促邻苯树脂
- 测试目标:反应活性、固化速度、放热强度。
- 应用意义:匹配生产线 60–150℃高温固化区。
四、补充知识
连续生产线用固化剂均为有机过氧化物,属于自由基引发型,必须搭配钴类促进剂使用。
AAP 速度最快但易变色;MEKP 最稳定、性价比最高;MIBKP 更适合高质量板面。
添加量通常为树脂重量的 1%–3%,具体依线速、温度、厚度调整。
五、工业应用案例
- 高速波纹板生产线:选用AAP 体系,线速达 20 米 / 分钟,需严格控制添加量防止变色。
- 白色 / 透明平板生产:选用MEKP 体系,不脱色、板面干净,成本更低。
- 中高速高质量板材:选用MIBKP 体系,表面固化更优,不发黄、不发暗。
- 浅色制品避坑:禁用CUHP,防止褪色、色光偏差。
六、常见问题解答
- 连续生产线首选哪种固化剂?MEKP最通用,稳定、不脱色、成本低,适合 90% 以上场景。
- AAP 为什么容易让板材发黄变色?AAP 本身对色度影响大,添加量稍有偏差就会掉色。
- MIBKP 适合什么生产线?需要高表面质量、中高温、快速固化,又不想变色的生产线。
- 固化剂添加量越多线速越快吗?不是,过量会导致放热过高、开裂、变形、发黄、苯乙烯残留超标。
- 连续生产可以混用不同固化剂吗?不建议,体系不匹配会造成凝胶不均、固化不完全、板面缺陷。





